





Обработка поверхностным пластическим деформированием (ППД) осуществляется без снятия материала. И на сегодняшний день не разработано общей методологии, позволяющей проектировать или выбирать инструмент для обработки заданной поверхности с требуемыми параметрами качества поверхностного слоя, следовательно, нет алгоритма и программы автоматизированного выбора и проектирования такого инструмента.
Анализ некоторых литературных источников позволил разработать общую методику проектирования инструмента для отделочно-упрочняющей обработки поверхностно-пластическим деформированием (ОУО ППД):
1. Выбор схемы обработки на основании: размеров детали; размеров, формы и требуемой точности обрабатываемой поверхности; требуемых характеристик качества поверхностного слоя; исходных характеристик качества обрабатываемого поверхностного слоя; типа производства.
2. Определение геометрических параметров рабочей части инструмента исходя из картины формирования номинальной площади контакта в зоне обработки.
3. Выбор инструментального материала на основании взаимодействия с обрабатываемым материалом детали.
4. Назначение твердости, шероховатости, точности изготовления рабочей поверхности инструмента.
5. Разработка конструкции инструмента.
Исходные характеристики качества обрабатываемого поверхностного слоя включают твердость, шероховатость, историю предшествующей обработки. Также необходимо знать пластические свойства обрабатываемого материала, его способность к упрочнению. Все эти параметры определяют возможности обработки детали ОУО ППД.
Требуемые характеристики качества поверхностного слоя включают шероховатость, твердость, распределение твердости по глубине, направление и вид следов обработки и др. Эти требования определяются эксплуатационными требованиями к поверхности, например износостойкостью.
Жесткость обрабатываемой детали определяет предельно допустимые усилия обработки, крутящие моменты и т.п. Она может оказывать влияние на точность и качество получаемой поверхности.
Влияние на выбор схемы оказывают размер и форма обрабатываемой поверхности. Основные типы поверхностей: цилиндрические наружные и внутренние, плоские и профильные. Размер поверхности ограничивает размер рабочей части инструмента, а также оказывает влияние на схему обработки.
От типа производства зависит как выбираемая схема обработки, так и целесообразность изготовления сложных дорогостоящих высокопроизводительных инструментов. Чем выше серийность, тем выгоднее использовать высокопроизводительные, но сложные схемы обработки и дорогостоящий инструмент. В связи с этим для обработки одинаковых поверхностей в условиях различных производств могут быть использованы разные схемы.
На основании рассмотренных литературных источников были определены основные методы ОУО ППД:
1. Статические: накатывание, обкатывание, раскатывание; вибронакатывание; выглаживание; ультразвуковое упрочнение; электромеханическая обработка; дорнование и поверхностное редуцирование.
2. Ударные: импульсная обработка; центробежно-ударная обработка; обработка механической щеткой; виброударная обработка; ударно-барабанная обработка; обработка дробью и др.
Геометрические параметры рабочей части инструмента определяются на основании анализа процессов в очаге деформации. Геометрические размеры и форма инструмента оказывают наибольшее влияние на процесс ППД. Профиль инструмента определяет геометрию контакта «инструмент-деталь», а следовательно, и все, что с ней связано: возникающие усилия, частично шероховатость получаемой поверхности, глубину упрочнения и др. Наиболее эффективным методом анализа на сегодняшний день является метод конечных элементов.
Инструментальный материал также выбирается на основании анализа процессов в очаге деформации. Материал инструмента определяет в первую очередь стойкость инструмента. Его сродство с обрабатываемым материалом влияет на качество обрабатываемой поверхности, особенно при различных методах выглаживания и дорновании, когда высока вероятность схватывания материала инструмента с обрабатываемой поверхностью. Кроме того, материал инструмента оказывает влияние на его конструкцию. Наиболее перспективны твердые сплавы, как правило, с высоким содержанием кобальта: ВК8, Т15К10 и др. Они обладают наименьшим сродством с обрабатываемым материалом, высокой твердостью. Наиболее существенными недостатками твердых сплавов являются хрупкость и сложность производства инструмента из них. При неравномерном распределении нагрузки возможны пиковые усилия, способные разрушить инструмент или его рабочую поверхность. Поэтому из твердых сплавов изготовляют в основном инструмент для статических методов обработки ППД. Широкое применение для изготовления рабочих частей инструмента находят шарикоподшипниковые (для стандартных шариков и роликов), углеродистые и легированные инструментальные стали (У10А, 9ХС и др.).
Назначение твердости, шероховатости, точности изготовления рабочей поверхности инструмента является важным этапом при его проектировании. Твердость рабочей поверхности назначается для инструмента, изготовленного из различных сталей. При этом необходимо учитывать, что чем выше твердость, тем больше стойкость инструмента.
Значительное влияние на шероховатость поверхности детали оказывает шероховатость рабочей поверхности инструмента. При обработке происходит копирование шероховатости поверхности инструмента на обрабатываемую поверхность, поэтому желательно ее уменьшение.
Для жестких накатников и раскатников, а также дорнов ощутимое влияние на точность получаемых размеров оказывает точность изготовления инструмента. Причем важна не только точность диаметральных размеров, но и биения, из-за которых может сформироваться волнистость на обработанной поверхности.
Конструкция инструмента определяет удобство эксплуатации, возможности инструмента с точки зрения обработки труднодоступных мест детали, надежность инструмента и в значительной степени его стоимость.
Таким образом, для проектирования инструмента предлагается алгоритм, представленный на рисунке 1.
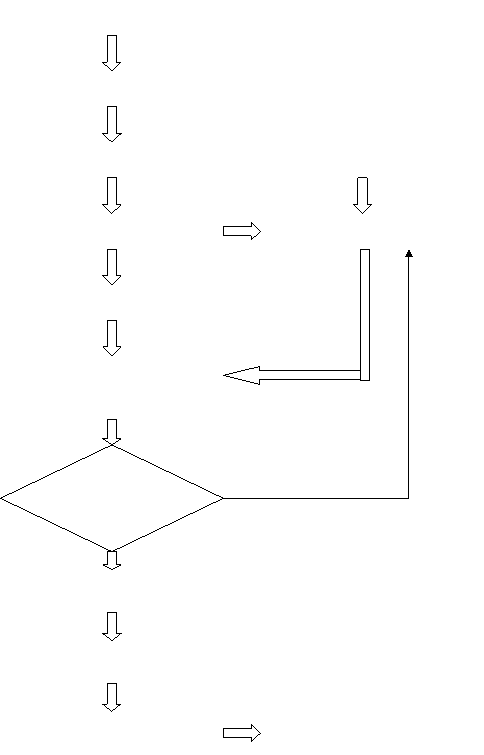
Рис 1. Блок-схема алгоритма проектирования инструмента для ППД
Литература:
- Кудашева И.О., Косырев С.П. Технологические методы поверхностного-пластического деформирования деталей транспортных дизелей. Методические указания к выполнению учебно-исследовательских лабораторных работ по курсу «Технология машиностроения». БИТТиУ, Балаково, 2008,24 с.
- Р.В. Гуров. Основы проектирования инструмента для различных методов отделочно-упрочняющей обработки поверхностно-пластическим деформированием. Вестник Брянского государственного технического университета. 2006. № 2 (10).
- Отделочно-упрочняющая обработка деталей многоконтактным виброударным инструментом / А.П. Бабичев, П.Д. Мотренко [и др.] – Ростов н/Д.: ДГТУ, 2003. – 192 с.
