





Машиностроение предъявляет все более жесткие требования к конструкционным материалам, особенно это касается оборонной и высокотехнологичных отраслей промышленности. В связи с данной тенденцией всё большее применение получают композиционные пластики, номенклатура и методы производства которых расширяются с каждым годом.
Ставший традиционным метод намотки препрегов на дорны с последующей полимеризацией в высокотемпературных печах при производстве трубчатых изделий (рис. 1.) включает операцию раскроя волокна, которая непосредственно влияет на толщину стенок, а, соответственно, на геометрические размеры и механические характеристики.
Толщина препрегов как правило варьируется в пределах от 0,063 до 0,4 мм, а толщина стенки готового изделия от 0,9 мм до 5мм и более. При этом в зависимости от условий эксплуатации подбираются различные сочетания наматываемых препрегов, которые могут быть ориентированы продольно, радиально или под некоторым углом. Изменение толщины монослоя препрега ведет к необходимости пересчета раскроя. В условиях производства продукции широкой номенклатуры необходимо расчет автоматизировать с решением задачи подбора оптимального соотношения слоев препрега.
С целью минимизации времени расчёта в таблицах EXCEL была разработана программа автоматизированного подбора оптимального соотношения слоёв, количества оборотов и длин препрегов. Задача решается методом нелинейного программирования с помощью функции «Поиск решений»

Рис.1. Углепластиковые трубы
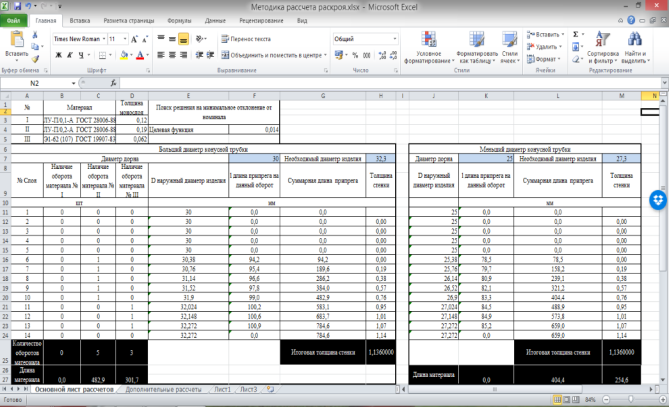
Рис. 2. Листинг программы
Исходными данными являются внутренний и наружный диаметры трубок, толщины монослоев материалов, применяемых при намотке. В качестве выходных переменных выступает количество слоёв каждого материала, заданное в бинарном виде на каждый оборот, то есть 1- оборот выполняется, 0 - оборота нет. Программа производит расчёт длины ленты на каждый оборот с корректировкой на количество уже намотанных слоёв препрега по формуле Li=π*d(i-1), где d(i-1)- диаметр, полученный после намотки предыдущего оборота. Итоговая длина рассчитывается как сумма длин по каждому обороту.
Целевой функцией является квадрат разности значения необходимой толщины стенки и рассчитанной, исходя из расчетного количества слоёв. Важным моментом является задание правильных ограничений в меню параметров функции «Поиск решений». Алгоритм расчёта является достаточно простым, однако при большом количестве расчетов позволяет уменьшить трудозатраты и разброс готовых изделий по геометрическим размерам и механическим характеристикам.
 Программа полностью не исключает работу инженера-конструктора. После подбора оптимальной схемы намотки необходимо определить ориентацию и рассчитать упрочняющие косынка и клинья в местах конструкторских баз, которые в дальнейшем подвергаются шлифовке для обеспечения сборки изделий.
Программа полностью не исключает работу инженера-конструктора. После подбора оптимальной схемы намотки необходимо определить ориентацию и рассчитать упрочняющие косынка и клинья в местах конструкторских баз, которые в дальнейшем подвергаются шлифовке для обеспечения сборки изделий.
Поэтому актуальна задача расширения возможностей программы путем создания алгоритмов для отдельных изделий с дальнейшим созданием общего алгоритма в профессиональной среде программирования. Данная работа будет осуществляться по мере накопления опыта производства трубчатых изделий из композиционных пластиков.
В работе предложена методика и программа в электронных таблицах Excel для рассчета раскроев препрегов как для цилиндрических, так и для конических трубок из композиционных пластмасс. Работа используется непосредственно в производстве и может служить для решения подобных задач в других отраслях промышленности.
Литература:
- Варшавский В. Я. Углеродные волокна, изд. 2-е. – М. 2007. -500 с.
- Кудрявцев Г. И. Армирующие химические волокна для композиционных материалов./ Г. И. Кудрявцев, В. Я. Варшавский, А. М. Щетинини, М. Е. Казаков./ Под . ред. Акад. Г. И. Кудрявцева. М.: Химия, 1992. – 236 с.
- Гончаров А. Ю. Excel 7.0 в примерах. М.: Питер. 1996. – 256 с.
