





Фармацевтический сектор занимает пока лишь около 0,1 % в объеме промышленного производства Республики Казахстан. В рамках программы индустриально-инновационного развития РК планируется увеличение к концу 2014 г. доли отечественных лекарственных средств на внутреннем рынке до 50 %. Сегодня в Казахстане видится перспективным производство большого количества новых наименований лекарственных препаратов. Вместе с тем все современные биотехнологические процессы могут эффективно функционировать только при обеспечении высокой степени автоматизации. Решение задачи автоматизации базируется на нахождение и поддержании оптимальных значений параметров процесса на основе разработки математических моделей, описывающих протекание процесса. В этом плане решение задачи разработки автоматизированной системы управления процессом выпаривания в производстве биомедицинских препаратов являтся актуальной как для нащего региона, так и и для республики в целом.
Постановка задачи
Целью данной работы является создание АСУТП стадии выпаривания с применением современного программного обеспечения на базе «ICONICSGenesis 32». В качестве ТОУ (Технологического Объекта Управления) выбрана выпарная установка. Разработанная система АТП обеспечивает выполнение информационных и управляющих функций. Выбранный Управляющий Вычислительный Комплекс (УВК) позволяет полноценно осуществлять: автоматическое регулирование, программно-логическое управление процессом, преобразование, хранение и обработку поступаемой с датчиков ТОУ информации. В данной работе предлагается применение централизованной двухуровневой системы контроля с использованием современного пакета программного обеспечения «ICONICSGenesis 32», функциональные возможности которого позволяют кардинально изменить состав оборудования операторского помещения, повысить информационные возможности АСУТП, обеспечить максимальную простоту управления в обслуживании техническим персоналом ТОУ.
Автоматизация процесса выпаривания плантаглюцида
Плантаглюцид — противогастритное средство, применяется в медицинской практике для лечения гастритов, язвенной болезни желудка и двенадцатиперстной кишки. Водный экстракт плантаглюцида является основным сырьем и продуктом выпарной установки.
Данная стадия является одной из основных стадий в производстве плантаглюцида. Выпарная установка работает в одной линии с экстракционной, из которой поступает на стадию исходный раствор (водный экстракт плантаглюцида).
На этой стадии происходит подготовка водного экстракта, фильтрация его через друк-фильтр и непосредственно упарка в вакуум-выпарном аппарате до получения продукта плотностью не менее 1,135 г/см3. Готовый продукт, после выпаривания, собирают в сборник готового продукта и подают на осаждение этиловым спиртом, стадии «получение плантаглюцида.
Показателем эффективности процесса является концентрация упаренного раствора, а главной целью управления — поддержание определенного значения этой величины.
Проведение декомпозиции вакуум — выпарного аппарата нецелесообразно, т. к. данный аппарат является основным, границы и взаимосвязи которого определяются функциональной схемой. [1]
На рисунке 1 приведена структурная схема процесса стадии выпаривания.

Рис. 1. Структурная схема технологического процесса: 1 — реактор для промежуточного хранения исходного раствора; 2 — друк-фильтр; 3 — реактор отфильтрованного раствора; 4, 5 — мерники; 6 — вакуум-выпарной аппарат
Оборудование 1, 2, 3, 4, 5, изображенное на рисунке 1, не является основным и поэтому далее оно не будет подвергнуто глубокому анализу, в отличии от аппарата 6, являющегося основным и требующего глубокого анализа, как объекта управления.
На основе микропроцессорной техники проектируемая система автоматизации технологического процесса должна обеспечить:
a) Автоматическое управление процессом без непосредственного участия человека (это дает возможность сократить штат персонала, уменьшить вероятность возникновения аварийной ситуации в результате ошибок или просчетов персонала);
b) Качественное регулирование процесса, критерии — производительность установки (при постоянной исходной концентрации стабилизация производительности означает стабилизацию конечной концентрации). Gкон=200 л/ч +_ 5 %;
c) Оптимальное расходование энергоресурсов греющего пара и охлаждающей воды;
d) Программное управление в режимах запуска и промывки установки (запуск в данническом режиме);
e) Сигнализацию опасных пределов температуры вторичного пара (на случай отказа системы регулирования); сигнализацию и перевод выпарной установки в даннический режим при перебоях питания, сигнализацию и блокировку подачи греющего пара в случае выхода из строя хоть одного насоса.
f) В случае отказа УВК — ручное дистанционное управление всем процессом.
Проектируемая система АТП включает в себя следующие основные функции:
«Отображение» — эта функция обеспечивает отображение информации на экране монитора. При этом оператору представляется следующая информация:
текущие значения технологических параметров;
положение регулирующей и запорной арматуры;
состояние двигателей механизмов и автоматических устройств, заданные значения регулируемых и вычислительных параметров, ретроспективная информация, тренды изменяющихся сигналов.
«Интегрирование» — обеспечивает возможность суммирования хозрасчетных параметров, за определенный промежуток времени.
«Архивация» — функция архивации, хранения на магнитных носителях и представления ретроспективной и нормативно-справочной информации заключается в накоплении и последующей выдаче оперативному и административному персоналу информации об истории протекания технологических процессов, работе автоматики, действиях оператора, вычисляемых показателях, а также нормативных и справочных данных.
«Регистрация» — функция регистрации событий заключается в выявлении и оперативном отображении на экране монитора текущих событий, происходящих на стадии и в АСУТП.
«Сигнализация» — эта функция производит активизацию зрительных и звуковых сигналов для извещения оперативного персонала о возникновении нарушений в технологическом процессе, срабатываниях защит и блокировок, выявленных неисправностях технических средств АСУТП.
«Защита» — функция предназначена для автоматического управления оборудованием в аварийных ситуациях в целях предотвращения развития аварии и устранения опасности для персонала.
«Расчет ТЭП» — предназначен для определения текущих экономических показателей стадии выпаривания и ее отдельных технологических узлов, анализа причин ухудшения экономичности выпарного аппарата, составления отчетных документов.
Все вышеперечисленные функции поддерживаются операционной системой и программами ПК. [2]
Назначение комплекса GENESIS-32. GENESIS32 является комплексом клиентских и серверных приложений, основанных на технологии OPC (OLE for Process Control — технология связывания и внедрения объектов для промышленной автоматизации), которые предназначены для разработки прикладного программного обеспечения визуализации контролируемых параметров, сбора данных и оперативного диспетчерского управления в автоматизированных системах управления технологическими процессами.
Данный программный пакет позволяет осуществлять функции контроля и регулирования процесса, архивацию данных по нему. Особенностью выбора такого типа программного обеспечения явилось:
возможность контроля и регулирования в реальном времени;
высокая достоверность функционирования такой системы;
централизованный доступ и контроль за всем объектом управления.
Программное обеспечение реализует набор стандартных алгоритмов:
аналитическая градуировка датчиков;
фильтрация;
контроль достоверности измеряемых параметров;
использование стандартных математических операций;
формирование видеокадров;
расчет технико-экономических показателей;
архивация параметров процессов;
сигнализация, блокировка и регулирование
Разработка форм видеограмм и выходных документов АСУТП
Интерфейс оператора АСУ ТП строится при помощи программного обеспечения ICONICSGENESIS 32, одним из его основных программных приложений GraphWorX32. Интерактивный интерфейс позволяет удобно управлять технологическим процессом с операторского места. В GraphWorX32 выходные файлы называются экранными формами, они отображают на экране мнемосхему процесса с визуализацией некоторых параметров.
Экранные формы, помимо визуализации технологических параметров, позволяют изменять их значения, тем самым, воздействуя на процесс.
На рисунке 2 показан набросок мнемосхемы процесса.
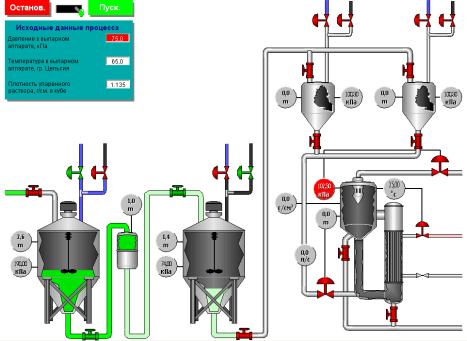
Рис. 2. Набросок мнемосхемы процесса
Процесс создания мнемосхемы процесса можно разделить на следующие пункты:
- Создание статических моделей процесса. Рисование графических элементов;
- Определение основных переменных процесса, т. е. необходимо выделить те параметры технологического процесса, которые необходимо визуализировать.;
- Внести список переменных в OPC-сервер;
- Создание динамики для графических моделей процесса;
- Проверка и корректировка работы мнемосхемы в режиме исполнения.
На рисунке 3 поаказан результат работы элемента ICONICSAWXView32.

Рис. 3. Результат работы элемента ICONICSAWXView32
Выводы
- Разработанная система автоматизации позволяет значительно сократить количество применения ручного труда, повысить качество выпускаемой продукции. Применение в процессе автоматизации интеллектуальных контроллеров позволяет повысить стабильность протекания процесса и улучшить надежность системы автоматизации.
- Использование современных ПК с применением пакета прикладных программ IconicsGENESIS 32 позволяет реализовать задачу управления процессом с высокой надежностью и точностью, централизовать функции контроля за процессом и сделать их гибкими в применении.
Литература:
- Инков А.М. Системы автоматизации и управления. Методические указания к выполнению курсового проекта по специальности 36.03. ЮКГУ, Шымкент, 2001 г. — 40 с.
- Михелев В.М., Инков А.М., Дмитриев В.М. Моделирование объектов и систем управления. Методические указания к выполнению курсовой работы по специальности 36.03. ЮКТУ, Шымкент, 1997 г. — 18с.
