





В процессе шитья материалов, особенно толстых, шерстяных и тканей с металлическими покрытиями и т. д., главным фактором является усилия прижатия сшиваемых деталей со стороны узла лапки.
Узел лапки, состоящий из лапки 1, стержня 2, пружина 3, и регулятора подъёма 4, создаёт необходимую рабочую давления 25–30Н, лапкой с помощью упругого элемента 3. Следует, отметит, что это принцип сохранилось до настоящего времени [1].
Однако прогрессивная технология текстильной промышленности начали выпускать толстостенных, технических и специальных тканей особого назначения, а также металлическими покрытиями, что потребует модернизации существующих парка швейных машин легкой промышленности.
Известно, что узел лапки осуществляет давления на материал с помощью упругого элемента 3, что непосредственно приводит снижение производительности и качества стяжки.
Кроме того снижение усилия прижатия от 30–20Н, нарушает равномерного распределение силы натяжения нитей идущие от игл и челнока. В процессе шитья поверхность сшиваемых деталей, особенно толстослойных и жесткую поверхность по сравнению с другими, что создает малые колебание движение лапки по вертикальной оси, приводящих к разрыву контакта. Процесс перемещение материала осуществляется по траектории эллипса, соответствующий движения рейки в точках 1–2-3–4 (рис.1), большая ось эллипса: ![]() , диаметр стержня
, диаметр стержня ![]() , высота
, высота ![]() , уровень материала от игольной поверхности
, уровень материала от игольной поверхности ![]() , масса деталей лапки составляет
, масса деталей лапки составляет ![]() и ускорения движения рейки в вертикальном направление на участке 2–3 равен
и ускорения движения рейки в вертикальном направление на участке 2–3 равен ![]() .
.
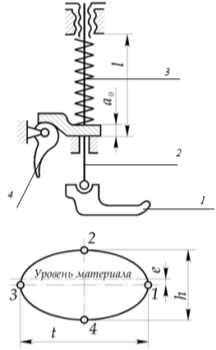
Рис. 1. Схема механизма прижимной лапки и траектория зубчатой рейки: 1-лапка; 2-стержень; 3-пружина; 4-регулятор подъема лапки.
В работе определена условия движение материала под действием рейки без учёта сила трения материала о стол [2]:
где: ![]() необходимая сила для перемещения материала;
необходимая сила для перемещения материала;
![]() сила трения между лапкой и материалом;
сила трения между лапкой и материалом;
![]() масса материала.
масса материала.
Учитывая большой эластичности сшиваемых деталей, а также ускорение элементарной участки материала и зубчатой рейкой, считаем, их величина очень близко, принимаем их равной.
Обозначив коэффициенты трения между рейкой и материалом через ![]() , а между материалом и лапкой
, а между материалом и лапкой ![]() найдем необходимую силу
найдем необходимую силу ![]() прижатия лапки материал:
прижатия лапки материал:
![]() (1.2)
(1.2)
При шитье толстослойных, технических и специальных тканей с высокой плотности, трения между поверхностью материала и лапкой бывает велико, что упругой элемент лапки не обеспечит равномерный контакт. В этих случаях целесообразно применит лапки специальной конструкции с применением гидроприводом.
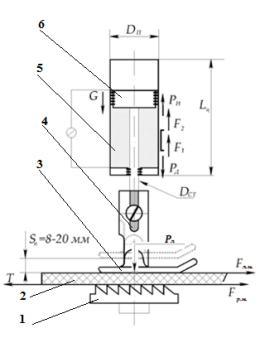
Рис. 2. Схема нового узла лапки с гидроприводом: 1-зубчатая рейка; 2-материал; 3- лапка; 4-стержень; 5-гидроцилиндр;6-порщен
При подъёме и опускания лапки сила
Учитывая, что вертикальная движения рейки и лапки примерно равны, тогда уравнение движения лапки под действием пружины будить:
![]() (1.3)
(1.3)
где: ![]() перемещение лапки верхнего крайнего положения;
перемещение лапки верхнего крайнего положения;
![]() и
и ![]() начальная натяжения, и жёсткость упругого элемента;
начальная натяжения, и жёсткость упругого элемента;
![]() масса всех деталей связанных с лапкой.
масса всех деталей связанных с лапкой.
Исходя, из вышеизложенных параметров узла лапки, переходим к выбору нового конструкции узла прижатия с гидроприводом.
Гидроприводы имеют простой конструкции, регулируемость давления материала, надёжность в работе, компенсирующие способности затухания малых колебаний при шитье толстослойных, технических, специальных тканей, а также материалов с металлическими покрытиями.
Рассмотрим кинематика и динамика процесса гидроприводы с учётом параметрами узла прижатия материала. Давления в цилиндре зависимости от параметров гидросистем таких как: ![]() и т. д., для любого положения лапки за время
и т. д., для любого положения лапки за время ![]() , насос подаёт масла в рабочей цилиндр в количестве:
, насос подаёт масла в рабочей цилиндр в количестве:
![]() ,
,
где: ![]() подача масла насоса.
подача масла насоса.
Цилиндр с плунжером и лапкой за это время перемешается вниз на величину
Масло в системе за время ![]() уплотняется на величину
уплотняется на величину ![]() , что вызывает приращение давления в системе:
, что вызывает приращение давления в системе:
![]()
где: ![]() объем масло в системе;
объем масло в системе;
![]() модуль упругости системы масло-трубопровод;
модуль упругости системы масло-трубопровод;
Подставляя значение ![]() в выражение для
в выражение для ![]() , получим:
, получим:
 (1.4)
(1.4)
где: ![]()
![]() начальный объём в системе при
начальный объём в системе при ![]() .
.
После интегрирование выражения (1.4) для ![]() получим:
получим:
 (1.5)
(1.5)
При значения ![]()
![]() и
и ![]() и тогда получим уравнение:
и тогда получим уравнение:
 (1.6)
(1.6)
Рассмотрим движение лапки ![]() . Уравнение равновесия без учёта сил сухого и вязкого трения в соответствии с расчётной схемой (Рис.2.) имеет вид:
. Уравнение равновесия без учёта сил сухого и вязкого трения в соответствии с расчётной схемой (Рис.2.) имеет вид:
![]() (1.7)
(1.7)
где:  сила инерции плунжера;
сила инерции плунжера;
![]() масса перемещающихся с лапкой деталей, приведенная к рабочему цилиндру;
масса перемещающихся с лапкой деталей, приведенная к рабочему цилиндру;
![]() сила тяжести перемещающихся деталей совместно с лапкой;
сила тяжести перемещающихся деталей совместно с лапкой;
![]() силы сопротивления трения поршня о цилиндре и трения между стержнем и уплотнителем лапки;
силы сопротивления трения поршня о цилиндре и трения между стержнем и уплотнителем лапки;
![]() движушаяся сила в цилиндре.
движушаяся сила в цилиндре.
С учётом выражения (1.7) после деления на ![]() и введения новой переменной
и введения новой переменной ![]() , уравнение примет стандартную форму:
, уравнение примет стандартную форму:
 (1.8)
(1.8)
где: ![]() ,
,
Решениям уравнение (1.8) является:
При начальных условиях  . C учётом этих параметров, уравнение (1.8) принимает вид:
. C учётом этих параметров, уравнение (1.8) принимает вид:
 (1.9)
(1.9)
Очевидно, скорость движения лапки при холостом ходу ![]() .
.
 (1.10)
(1.10)
Уравнения (1.9) и (1.10) показывают, что перемещения лапки и его скорость будут, имеет колебательный характер с периодом колебаний.
 , (1.11)
, (1.11)
и частота колебаний будить равен:  Гц
Гц
Амплитуда колебаний перемещения и скорости лапки будут соответственно
 и
и 
На характер колебания давления лапки значительное влияния оказывают сила трения ![]() , действующие в системе.
, действующие в системе.
Таким образом,
Заключение.
- Применения гидроприводов в механизмах прижатия материала на швейных агрегатах, позволяет создать рабочее давление в зоне контакта от 30Н до 1000Н с регулируемой величиной;
- Предлагаемая конструкция механизма прижатия материала, позволяет снижение колебаний до максимума, следовательно, компенсирует малые удары со стороны зубцов на рабочую поверхность лапки.
- Механизм прижатия с гидроприводом позволяет повышения эффективности процесса шитья технических и специальных тканей с металлическими покрытиями.
Литература:
- А.И Комиссаров и др.- Проектирование и расчет обувных и швейных производств/ Комиссаров А. И., Жуков В. В., Никифоров В. М., Сторожев В. В. М., 1978.431с.
- Н. М. Вальщиков Расчет и проектирование машин швейного производства 1978,343 с.
- Башта Т. М. Гидроприводов и гидропневматика. М.,1972. 625 с
- Семенов М. В. Кинематические и динамические расчеты исполнительных механизмов. Л.,1974.
