





Пластинчатые ножи передвижных раскройных машин должны иметь высокие показатели надежности и долговечности, т. е. они должны в течение длительного времени обеспечивать режущую способность при минимальном элементов кромки. Поэтому создание износостойкого пластинчатого ножа для раскроя текстильных материалов с различными физико-механическими свойствами настилов системы “Материал-Подвижной нож” остаётся одной из актуальных задач швейного производств. В зависимости от условия процесса резания шерстяных, химических (смешанных с хлопковых пряжи) хлопчатобумажных, синтетических материалов, технических тканей, а также, тканей с металлическими покрытиями, происходит изнашивание кромки ножа выкрошивание, зазубривание и т. д. Однако, влияние этих факторов на износ пластинчатых ножей, изготовленных, из резных материалов не исследовано, поэтому необходимо изучить специфику износа ножа, выбор материала и методы его упрочнения. Известно, что в процессе резания происходит, трение с материалом в результате с обеих сторон рабочей фаски начинается процесс изнашивания. Зависимый от количества слоев настила, плотности раскраиваемых материалов, их механических свойств и т. д. В процессе раскроя системы “Материал — подвижной нож” происходит изменение геометрии контура деталей за счет вибрации, колебания ножа и его нагрев, вследствие чего, нарушается точность резания деталей. Одним из главных условий работы “Материал — подвижной нож” является сохранение равномерной ширины пятна контакта с материалом по всей высоте настила. Износ рабочей фаски и кромки ножа происходит за счет трения материала о поверхности с обеих сторон ножа и от силы полезного сопротивления. Для оценки характера выше указанных условий работы системы “Материал — подвижной нож” воспользуемся понятием коэффициента перекрытая материала с ножом по различной высоты [1,2].
 (1.1)
(1.1)
или ![]() (1.2)
(1.2)
где: ![]() время работы раскройной машины;
время работы раскройной машины;
![]() время, затраченное на раскрой материала;
время, затраченное на раскрой материала;
![]() вероятность возможности разрезание нитей материала в данный момент к длине раскроя;
вероятность возможности разрезание нитей материала в данный момент к длине раскроя;
![]() коэффициент неравномерности движения передвижного раскройной машины в процессе резания;
коэффициент неравномерности движения передвижного раскройной машины в процессе резания;
 коэффициент, устанавливающий проскальзывание материала о кромку ножа.
коэффициент, устанавливающий проскальзывание материала о кромку ножа.
![]() (1.3)
(1.3)
При движении ножа, если контур раскраиваемой детали имеет окружность переменного радиуса, затираемое время на холостой ход равен:
Следовательно, износ пластинчатого ножа будет:
![]() (1.5)
(1.5)
где: ![]() давление в зоне раскроя ножа раскраиваемого материала
давление в зоне раскроя ножа раскраиваемого материала
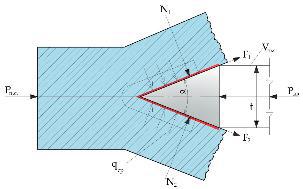
Рис. 1.
Из рис.1 видно что: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ; следовательно
; следовательно ![]() ;
; ![]()
тогда условия процесса раскроя материала будет иметь вид:
![]() (1.6)
(1.6)
где: ![]() сила, действующая на кромку ножа;
сила, действующая на кромку ножа;
![]() длина кромки ножа;
длина кромки ножа;
Рассмотрим, как будет, выглядеть уравнение износа с учетом выше изложенных параметров во взаимосвязи с процессом раскроя материалов. Констатирование ножа с многослойным настилом, в котором один из них является жестким и наклонным двухсторонним, а другой многослойным упруго деформируемым. Учитывая, что многослойный материал при вхождении контакта с ножом частично деформируется за счет силы полезного сопротивления. Средний диаметр пятна материала с кромкой можно определит, пользуясь формулой Н. Е. Дёмкина [4].
 (1.7) где:
(1.7) где: ![]() относительная деформация линии раскроя, при движение пластинчатого ножа;
относительная деформация линии раскроя, при движение пластинчатого ножа;
![]() константа микрогеометрии рабочей кромки ножа;
константа микрогеометрии рабочей кромки ножа;
![]() радиус образования при внедрении кромки ножа в настил.
радиус образования при внедрении кромки ножа в настил.
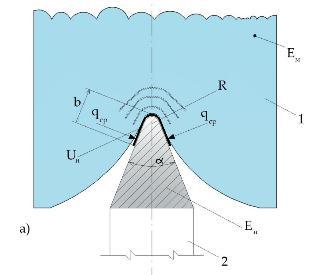

Рис. 2. Схема контакта пластинчатого ножа с многослойным настилом: а) 1- многослойный настил; 2- пластинчатый нож; b) Разрушения микрогеометрии кромки ножа
Интенсивность изнашивания кромки ножа системы “Материал-подвижной нож” с учётом деформации многослойного настила в зоне раскроя можно определить, пользуясь формулой [4]:
 (1.8)
(1.8)
где: ![]() величина максимального износа ножа;
величина максимального износа ножа;
![]() ширина пятна контакта кромки ножа с материалом;
ширина пятна контакта кромки ножа с материалом;
![]() номинальная площадь рабочей кромки ножа.
номинальная площадь рабочей кромки ножа.
Подставив значение ![]() , получим выражение интенсивности изнашивания в зависимости от среднего давления
, получим выражение интенсивности изнашивания в зависимости от среднего давления ![]() в зоне раскроя.
в зоне раскроя.
 (1.9)
(1.9)
где: ![]() коэффициент жесткости пластинчатого ножа;
коэффициент жесткости пластинчатого ножа;
![]() модуль упругости ножа;
модуль упругости ножа;
![]() коэффициент трения материала о нож;
коэффициент трения материала о нож;
![]() число слоёв настила.
число слоёв настила.
В процессе работы системы “Материал — подвижной нож” нож становится тонким, зазубренным, а рабочая фаска гладкой.
Для раскроя многослойного настила средней упругости можно принять следующие значения коэффициентов [4], ![]() . Подставляя значение коэффициентов в формулу (1.9) получим.
. Подставляя значение коэффициентов в формулу (1.9) получим.
 (1.10)
(1.10)
Формулу (1.10) можно применить для расчета износа системы
“Многослойной настил-подвижной нож” в процессе раскроя в зависимости от среднего давления в зоне контакта, модуля упругости ножа и числа слоев настила.
Следует, отметить, что интенсивность износа от среднего давления при упругом контакте выражается следующей зависимостью [5]:
![]() (1.11)
(1.11)
Интенсивность износа, от коэффициента трения носит характер степенной зависимости
![]() (1.12)
(1.12)
Экспериментально получить эту зависимость в чистом виде очень трудно, т. к. система “Многослойной настил — подвижной нож” имеют разные коэффициенты трения и разные физико-механические показатели.
Влияние твердости материала на интенсивность износа выражается следующей зависимостью:
 (1.13)
(1.13)
где: ![]() абсолютное перемещение в материале в процессе термообработки;
абсолютное перемещение в материале в процессе термообработки;
![]() твёрдость кромки ножа;
твёрдость кромки ножа;
Формула (1.13) показывает, что с повышением твердости материала ножа повышается его износостойкость и снимается коэффициент трения
![]() (1.14)
(1.14)
где: ![]() относительная износостойкость;
относительная износостойкость;
![]() коэффициент пропорциональности (для стали 7,3);
коэффициент пропорциональности (для стали 7,3);
![]() твёрдость по Виккерсу.
твёрдость по Виккерсу.
Из формулы (1.14) видно, что наиболее рациональным путём повышения износостойкости пластинчатых ножей является термообработка, которая неразрывно связывает износ ножа с коэффициентом трения. Экспериментальные исследования подтвердили, что сталь, подвергнутая термообработке, имеет коэффициент меньше, чем нетермообработанная [8]. Из графика видно, что коэффициент трения текстильных материалов по стали имеет линейную зависимость от номинального удельного давления (Рис.3). У не закаленных сталей коэффициент трения при повышении давления на кромку ножа от 5 до 90![]() снижается от 0,3 до 0,22. Коэффициент трения тканей по стали, подвергнутой термообработке, снижается от 0,24 до 0,21.
снижается от 0,3 до 0,22. Коэффициент трения тканей по стали, подвергнутой термообработке, снижается от 0,24 до 0,21.
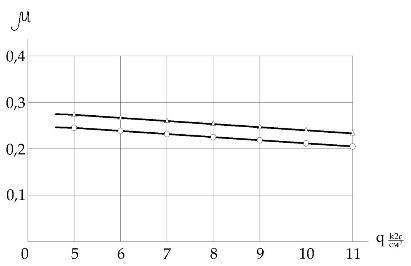
Рис. 3. График зависимости коэффициента трения тканей по стали от удельного давления.
Таким образом, проведенные теоретические исследования по изучению работы системы ”Многослойной настил — подвижной нож” показывают, что одним из способов повышения надежности и долговечности пластинчатого ножа раскройных машин является выбор его материала, а также термообработка. Это позволит, снизит коэффициент трения тканей о нож, что важно для процесса раскроя тканей.
Повышение износостойкости рабочей кромки ножа способствует сохранению рабочей микрогеометрии пластинчатых ножей на делительный период работы процесса раскроя тканей. Кроме того, разрушение периметров раскраиваемых тканей уменьшается, точность кроя повышается, следовательно, возрастет производительность передвижных раскройных машин.
Литература:
- Крагельский И. В. и др. Об усталостном механизме при контакте. М.,изд. АН СССР. Механика и Машиностроение № 6,1963, 195с.
- Базюк Г. П. Резание и режущий инструмент в швейном производстве М., «Легкая индустрия» 1980, 321с.
- Крагельский И. В. Трение и износ. «Легкая индустрия» 1968, 479 с.
- Archard J. F., Hurst W. the wear of metals. Scientific lubrication 1968, № 11, v0210, pp16.
- Комиссаров Н. И. и др. Проектирование и расчет раскройных машин. «Технология легкой промышленность» Изв. Вузов М,1965б № 1 163–171с.
