





Для выполнения машинных работ применяют различное оборудование. Основным видом оборудования являются швейные машины, на которых выполняется большинство операций по скреплению деталей швейных изделий. Все швейные машины можно разделить на стачивающие, специальные и полуавтоматы.
На стачивающих машинах (рис. 1) можно выполнять несколько различных технологических операций, например обтачивание борта, стачивание боковых срезов, выполнение отдельных строчек и т. д. Стачивающие машины могут образовывать строчку челночного и цепного стежка.
Челночные стежки образуются из двух ниток, переплетение которых располагается внутри материала. отношению к линии строчки челночный стежок может располагаться линейно или иметь наклонное зигзагообразное положение.
Челночная линейная строчка является наиболее распространенной машинной строчкой, она используется для постоянного соединения деталей, т. к. обеспечивает плотное скрепление слоев материала и распускается с большим трудом. Челночная линейная строчка обладает малой растяжимостью. Челночная зигзагообразная строчка образуется отклонением иглы поперек строчки либо поперечным смещением материала относительно иглы (например, при пришивании пуговиц или изготовлении закрепок и петель). Зигзагообразная строчка дает более эластичное соединение материалов, чем линейная. Также как линейная, обеспечивает плотное скреплением материалов, распускается сложнее, чем линейная.
Челночную зигзагообразную строчку применяют для
– выстегивания бортовых прокладок;
– соединения деталей швом встык;
– соединение деталей накладным швом;
– изготовление закрепок;
– пришивание пуговиц;
– обметывание петель;
– предохранение срезов от осыпания.
Челнок и челночный механизм являются важнейшими частями швейной машины. От конструкции челночного механизма во многих случаях зависит качество работы швейной машины и ее производительность. В настоящее время наметились три основных направления модернизации челночных механизмов швейных машин:
1) замена ротационного челнока вращающимся продольным;
2) получение челночного стежка из одной нити.

Рис. 1. Устройство для смены шпуль
Операцию перезаправки шпуле приходится делать до 50 раз в течение восьмичасовой рабочей смены, что значительно снижает производительность машины, поэтому имеются предложения о проектировании устройств для автоматической смены шпуль. Характерно, что в таких устройствах намечено в челноке заменять не одну шпулю, а комплект, состоящий из шпули и шпульного колпачка. Этим при замене шпули исключают заправку нижней нити под ее тормоз, смонтированный на шпульном колпачке.
Одно из таких предложенных устройств с ручным управлением [1] показано на рис. 1. Устройство состоит из магазина 1 для шпуль 2со шпульными колпачками, заложенными в магазин заранее. Рабочим органом устройства является поворачивающийся рычаг 3 с двум» захватами А и В, приводимый в движение, если потянуть за кнопку 5.При этом перемещается ползун 7и связанная с ним зубчатая рейка 9.К ползуну также прикреплен плоский кулачок S, который, входя в контакт с роликом 4, перемещает рычаг его захватами в сторону челнока и магазина. Зубчатая ройка же может поворачивать рычаг только по часовой стрелке, если смотреть но стрелке S, так как шестерня 10 связана со своей осью при помощи обгонной муфты М. Поэтому при движении рычага в сторону челнока и магазина он вокруг своей оси не поворачивается, а лишь захватывает за шпульные колпачки шпулю, находящуюся в челноке 12, и очередную новую шпулю 2 из магазина.
Если кнопку 5 отпустить, то под действием пружины 6 она вернется в исходное положение. Вместе с ней вернется назад ползун с кулачком и зубчатой рейкой. При этом рычаг 3 с захваченными за шпульные колпачки шпулями 2 и 11 под действием пружины 13 отойдет назад, а затем повернется по часовой стрелке на 180°. Профиль кулачка и длина зубчатой рейки приняты такими, что сначала заканчивается полный отход назад рычага, а затем осуществляется его поворот. Таким образом, из челночного комплекта и из магазина будут одновременно извлечены сработанная шпуля и шпуля, подготовленная к замене. При повороте рычага сработанная шпуля 11 вместе со своим шпульным колпачком будет выброшена из захвата А в специальный сборник, а новая, находящаяся в захвате В, установится против челнока.
Вторичным воздействием на кнопку 5 шпуля, взятая из магазина, будет заведена в челнок. При этом захват А не возьмет новой шпули из магазина, так как для этого он не приспособлен. Вернется он в исходное положение, когда рычаг 3 снова повернется на 180°. В результате, после вторичного воздействия на кнопку, в обоих захватах рычага шпуль не окажется. В магазине же очередная шпуля продвинется и исходное положение под действием пружины 14.
Трудность эксплуатации описанного и подобных ему устройств заключается в необходимости создавать одинаковое натяжение нижней нити во всех сменяемых шпульных колпачках. По этой причине устройства для автоматической смены шпуль пока что не нашли практического применения. Указанная проблема еще ждет своего решения.
Хотя в настоящее время машин с продольным челноком практически не выпускают, известно, что этот челнок обеспечивает работу швейной машины с уменьшенной обрывностью верхней нити. Объясняется эго тем, что продольный челнок имеет небольшое поперечное сечение, что не только облегчает его прохождение через петлю верхней нити, но позволяет значительно уменьшить эту петлю. В результате число повторных подергиваний одного и того же участка верхней нити через ушко иглы и сшиваемые материалы, снижающее се прочность, гораздо меньше, чем при ротационных челноках, имеющих круглую шпулю. Однако применение продольного челнока вместо ротационного приводит к значительному снижению скорости работы швейной машины из-за реверсивности его движения.
Чтобы объединить преимущества продольного и ротационного челноков, в последнее время предложен ряд оригинальных челночных устройств. Например, предложено челночное устройство, где вращающийся непрерывно в вертикальной плоскости челнок l имеет серповидную форму (рис. 2, а). Внутри такого ротационного челнока помещена шпуля 2 такой же формы с намотанной на нее нижней нитью. Нить со шпули выходит через отверстие 3, сделанное в средней части челнока. Этим создаются условия для лучшего втягивания получающихся стежков.
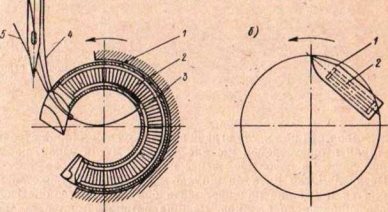
Рис. 2. Продольные ротационные челноки
Для описываемого челночного устройства характерно, что при ротационном вращении серповидного челнока происходит незначительное расширение петли 4 верхней нити. Количество нижней нити 5 на шпуле при атом может быть значительно увеличено, так как теперь потеря прочности верхней нити не зависит от габаритов челночного устройства.
Недостатком рассматриваемого устройства является сложная форма шпули. Применением непрерывно вращающегося челнока l прямолинейной формы (рис. 2, б), имеющего прямую шпулю 2, указанный недостаток может быть устранен. Рекомендуется, чтобы такой прямой челнок вращался в горизонтальной плоскости. При горизонтальном расположении конструкция его механизма может быть значительно упрощена.
Большой интерес для швейной промышленности представляет возможность создания машин для получения челночных стежкой из одной только верхней нити. В этом случае машину настраивают на получение строчки определенной длины или с определенным числом стежков. Цикл работы такой машины закапчивается одновременно с окончанием в ней запаса нити па шпуле.
Проект машины для получения однониточных челночных стежков предусматривает наличие в челночном механизме специального мерительного устройства. После пуска машины сначала включается мерительное устройство, которое наматывает на шпулю заранее заданное количество верхней нити. Так как количество нити на шпуле ограничено требуемой длиной строчки, то шпуля в описываемой машине делается очень узкой, рассчитанной лишь па небольшой запас нити.
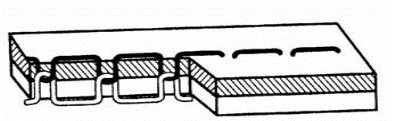
Рис. 3. Строчки челночного стежка
Характерно, что так как полученный описанным способом челночный стежок образован только из одной нити, крайняя левая его сторона, совпадающая с первым проколом иглы, состоит из однониточной перемычки 3, где верхняя ветвь 1 нити соединяется с нижней 2. Так как переплетение нитей должно происходить в середине сшиваемых материалов, расход верхней и нижней ветвей нити в описываемой строчке одинаков.
Недостатком описанного способа получения челночного стежка из одной нити является невозможность применения одной и той же машины для выполнения различных операций, однако при массовом производстве одежды этот недостаток не является существенным. В этом случае швейные машины, построенные на описанном принципе, могут быть применены или для получения коротких строчек определенной длины, или для пришивания фурнитуры, где число стежков всегда известно.
Литература:
- Гарбарук В. Н. Расчет и конструирование основных механизмов челночных швейных машин. Л.: «Машиностроение». 1977. 232 с.
- Франц, В.Я., Исаев В. В. Швейные машины. М.: «Легпромбытиздат», 1986.
- Кузьмичева В. Е. Промышленные швейные машины: справочник. — М.: «В зеркале», 2001. — 252 с.
- Вальщиков Н. М., Зайцев Б. А., Вальщиков Ю. Н. Расчёт и проектирование машин швейного производства. Л.: «Машиностроение», 1973. 341 стр.
