





Известно, что одной из технических задач по совершенствованию конструкций швейных машин является изыскание путей применения упругих материалов (элементов) в узлах, механизмах, устройствах швейных машин, способствующих надежной работе при длительной эксплуатации.
Универсальная швейная машина состоит из следующих механизмов: механизма иглы, в котором игловодитель является ведущим звеном, механизма нитепритягивателя, механизма челнока и механизма перемещения материала, которые приводятся в движение непосредственно главным валом машины.
С целью повышения надежности и долговечности машины и снижения динамических нагрузок на механизм иглы, смонтирован упругий элемент, который изображен на рисунке 1.
Механизм работает следующим образом: при вращении главного вала 1, кривошипа 2 и его пальца 3, вращательное движение с помощью шатуна 4 преобразуется в поступательное движения игловодителя 7.
Игловодитель 7, совершая холостой ход, прижимает пружину 10, которая накапливает определенную часть энергии за счет преобразования её, а потом возвращает накапливаемую энергию на рабочий ход механизма. Ход прижима пружины равен рабочему ходу игловодителя, это способствует равносильному распределению накапливаемой энергии. Давление пружины 10 регулируется винтом 12.
Цель исследования — пути повышения производительности машины и снижение динамических нагрузки в кинематических парах механизма иглы. Для проведения экспериментального исследования нами разработана новая конструкция механизма иглы с упругими элементами с различными жесткостями.
Эксперименты, проведенные на серийных швейных машинах, оснащенных новым механизмом иглы, имеющим упругий элемент, дали положительные результаты по проведению ряда технологических операций.
Для получения достоверных результатов в широком диапазоне нами проведен ряд экспериментальных исследований на швейном призводстве ООО “Накшбандий” города Бухара. Для обработки полученных результатов экспериментов применён метод математического планирования эксперимента.
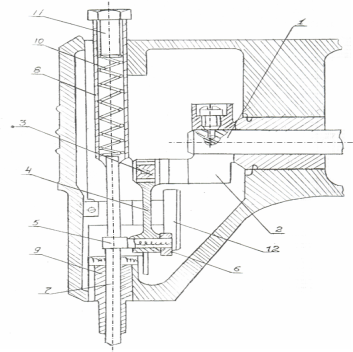
Рис 1. Совершенствованная конструктивная механизма иглы с упругими элементами: 1–вал; 2–кривошип; 3–палец; 4–шатун; 5–поводка; 6–ползун; 7–игловодитель; 8, 9–втулка; 10–пружина; 11–винт; 12–паз
Для критериев оптимизации технологических параметров, из которых одним из основных является производительность швейной машины, принят фактор
В результате проведенных предварительных опытов определены следующие основные факторы и уровни их варьирования, оказывающие влияние на технологический процесс шитья (табл. 1).
Таблица 1
Основные факторы иуровни их варьирования
|
Фактор |
Уровень варьирования |
Интервал варьирования |
||
|
– 1 |
0 |
+ 1 |
||
|
Х1 — скорость вращения главного вала машины, мин-1 |
3500 |
4000 |
4500 |
500 |
|
Х2 — жесткость упругих элементов (пружины), Н/мм |
24 |
36 |
48 |
12 |
|
Х3 — толщина сшиваемого материала, мм |
3,5 |
4,0 |
4,5 |
0,5 |
К числу факторов, влияющих на технологический процесс, относится скорость вращения главного вала швейной машины. Увеличение скорости главного вала швейной машины приводит к увеличению динамических нагрузок механизмов и вибрации самого корпуса машины. Максимальная частота вращения главного вала швейной машины 1022 кл. принято 4000 об/мин. Уменьшение частоты вращения вала экспериментальной швейной машины ниже 3500 об/мин не позволяет достигаемых результатов. Таким образом, одним из основных факторов эксперимента принято Х1 — «производительность» машины. Интервал варьирования равен 500 об/мин. При этом нижний уровень окажется равным 3500 об/мин, верхний — 4500 об/мин.
Для проведения экспериментов выбраны упругие элементы в трех вариантов жесткости. В ходе предварительных однофакторных экспериментов механизмы иглы с упругими элементами с жесткостью 36 Н/мм, показали сравнительно лучшие результаты по производительности. С этой точки зрения, за основной уровень фактора Х2 принимаем упругий элемент с жесткостью 36 Н/мм, за нижний уровень этого фактора — упругий элемент с жесткостью 24 Н/мм, за верхний уровень принимаем упругий элемент с жесткостью 48 Н/мм. Фактор «Х3» — толщина сшиваемого материала.
Проведённые нами предварительные эксперименты свидетельствуют о том, что с увеличением толщины материала производительность машины снижается. Поэтому за верхний уровень фактора «Х3» мы принимаем толщину материала 4,5 мм, за нижний уровень 3,5 мм. Следует отметить, что с увеличением толщины материала увеличиваются динамическая нагрузка механизмов и вибрация машины.
Математическое описание объекта исследования рассматриваем как линейную модель, так как она используется при расчете движения в области оптимума методом крутого восхождения. Пригодность модели проверяем при статистическом анализе результатов эксперимента.
Неизвестную функцию отклика аппроксимируем пополам первой степени, коэффициенты, которого оцениваем по результатам эксперимента:
 . (4.2)
. (4.2)
При построении линейной модели находим численные значения и линейные коэффициенты уравнения регрессии
В соответствии с матрицей планирования проведено 8 опытов в трехкратной поверхности (табл. 2).
После проведения определены численные значения линейных коэффициентов уравнения регрессии [2]. В качестве критерия оптимизации принимаем:
![]() — производительность швейной машины (сшивание материала, метр/мин).
— производительность швейной машины (сшивание материала, метр/мин).
Таблица 2
|
№опыта |
Х0 |
Х1 |
Х2 |
Х3 |
Х1Х2 |
Х1Х3 |
Х2Х3 |
Х1Х2Х3 |
|
|
1 |
+ |
+ |
– |
– |
+ |
– |
– |
+ |
7,63 |
|
2 |
+ |
– |
– |
– |
– |
+ |
– |
– |
8,6 |
|
3 |
+ |
+ |
+ |
– |
– |
– |
+ |
– |
6,83 |
|
4 |
+ |
– |
+ |
– |
+ |
+ |
+ |
+ |
8,6 |
|
5 |
+ |
+ |
– |
+ |
+ |
+ |
+ |
– |
7,0 |
|
6 |
+ |
– |
– |
+ |
– |
– |
+ |
+ |
9,6 |
|
7 |
+ |
+ |
+ |
+ |
– |
+ |
– |
+ |
8,06 |
|
8 |
+ |
– |
+ |
+ |
+ |
– |
– |
– |
9,1 |
Матрица планирования полного факторного эксперимента (ПФЭ) и результаты опытов представлены в табл. 3.
Таблица 3
|
Точки плана |
Х1 |
Х2 |
Х3 |
Y1 |
Y2 |
Y3 |
|
S2y |
|
|
|
1 |
– |
– |
– |
7,6 |
8,1 |
7,2 |
7,63 |
0,4 |
6,79 |
0,70 |
|
2 |
+ |
– |
– |
8,2 |
8,6 |
9,0 |
8,6 |
0,32 |
8,37 |
0,05 |
|
3 |
– |
+ |
– |
7,1 |
6,9 |
6,5 |
6,83 |
0,20 |
7,45 |
0,36 |
|
4 |
+ |
+ |
– |
8,7 |
9,1 |
8,2 |
8,6 |
0,42 |
9,03 |
0,18 |
|
5 |
– |
– |
+ |
6,7 |
6,9 |
7,4 |
7,0 |
0,17 |
7,31 |
0,09 |
|
6 |
+ |
– |
+ |
9,8 |
9,4 |
9,6 |
9,6 |
0,2 |
8,89 |
0,50 |
|
7 |
– |
+ |
+ |
8,1 |
7,8 |
8,3 |
8,06 |
0,12 |
7,97 |
0,08 |
|
8 |
+ |
+ |
+ |
9,3 |
9,1 |
8,9 |
9,1 |
0,08 |
9,55 |
0,20 |
|
Сумма |
|
|
|
|
|
|
65,42 |
1,91 |
65,36 |
2,16 |
|
Среднее |
|
|
|
|
|
|
8,17 |
0,238 |
|
|
Линейные коэффициенты рассчитываются по формуле:
![]() (1.3)
(1.3)
где: bi — коэффициент регрессии;
Хiu — значение фактора в u — N опыте;
Yu — среднее арифметическое значение опытов;
N — число опытов в матрице.
Таблица 4
Расчетные значения коэффициентов регрессии
|
|
b0 |
b1 |
b2 |
b3 |
b12 |
b13 |
b23 |
b123 |
|
|
8,17 |
0,79 |
0,33 |
0,26 |
-0,02 |
-0,11 |
-0,17 |
0,29 |
![]()
![]() = 8.17 + 0.79 Х1 + 0.33 Х2 + 0.26 Х3–0.02 Х1 Х2–0.11 Х1 Х3 –
= 8.17 + 0.79 Х1 + 0.33 Х2 + 0.26 Х3–0.02 Х1 Х2–0.11 Х1 Х3 –
— 0.17 Х2Х3 + 0.29 Х1 Х2 Х3 (4.4)
Полученное уравнение проверим на адекватность модели и значимость коэффициентов регрессии по критериям Стьюдента и Фишера.
Значения S2i, вычисленные для всех точек плана матрицы и проверка однородности дисперсий для рассматриваемых параметров оптимизации сведены в табл. 5.
Таблица 5
|
|
|
GP |
GКР |
GP— GКР |
Результаты проверки |
|
1,91 |
0,42 |
0,22 |
0,396 |
-0,17 |
Дисперсия однородна |

По данным табл. 6, расчетное значение критерия Кохрена меньше табличного значения GP< GКР, поэтому дисперсия считается однородной, а процесс воспроизводимым.
Значения
Полученная математическая модель исследуемых параметров, с учетом значимых коэффициентов, который имеет вид:
![]() =8.17+0.79Х1+0.33Х2+0.26Х3+0.29Х1Х2Х3 (1.11)
=8.17+0.79Х1+0.33Х2+0.26Х3+0.29Х1Х2Х3 (1.11)
Точную оценку уравнения на адекватность проверяли с помощью критерия Фишера [3].
Расчетное значение критерия Фишера
Таблица 7
|
|
|
Fр |
Fкр |
Fр -Fкр |
Результаты проверки |
|
1,62 |
0,81 |
2 |
3,01 |
-1,01 |
Модель адекватна |
На основании проведенных экспериментов, можно сделать вывод: высокая производительность швейной машины достигается при частоте вращения главного вала 4500 об/мин при установке упругого элемента жесткостью 12,5 Н/мм, при сшивания швейных материалов толщиной 4,5 мм.
Литература:
- Рахмонов И. М. Разработка и обоснование параметров механизма иглы с упругим элементом универсальных швейных машин. Дисс. Соискание ученой степени. Канд. техн. наук. Ташкент, 2008. — 49–59 с.
- Тихомиров В. Б. Планирование и анализ эксперимента. — М.: Легкая индустрия, 1974.
- Савостицкий А. В. и др. Технология швейных изделий. — М.: Легкая индустрия, 1971. — 588 с.
