





Ключевые слова: кузовной ремонт, процесс, устранение вмятин, электромагнитная вытяжка.
Удовлетворение все возрастающих требований потребителей заставляет производителей совершенствовать лакокрасочные покрытия, расширять цветовую палитру, для повышения конкурентоспособности продукции. Чем новее поколение автомобиля, тем сложнее лакокрасочное покрытие и тем сложнее операции по восстановлению. Соответственно, возрастает значимость качества выполнения кузовных работ. Технологический процесс современных кузовных работ значительно усложнился и актуальной является задача снижения трудоёмкости, экономических затрат и оптимизация процесса в целом.
Анализ показал, что в настоящее время существует несколько основных способов устранения вмятин при проведении кузовного ремонта, каждый из которых имеет свои недостатки. Рассмотрим подробнее некоторые из способов устранения.
‒ Классические устройства для правки кузовов — механическим воздействием. Недостатками этих устройств являются: необходимость демонтажа детали, либо сверления дополнительных технологических отверстий, что увеличивает трудоёмкость процесса правки.
‒ Существуют устройства, которые осуществляют воздействие на деталь, путем создания вакуума в полости между плоскостью деформированной детали и рабочей плоскостью устройства, имеющей необходимую кривизну. Однако, вакуумные приспособление не позволяют восстанавливать поверхности, имеющие сквозные пробоины или трещины, из-за невозможности создания разряжения. Кроме того, не всегда возможно обеспечить герметичность в соединении кузова или кабины и оправки вакуумного приспособления из-за сложной формы их поверхности.
Анализ способов устранения локальных деформаций кузова [1] показал, что наиболее оптимальным является устройство и способ электромагнитной вытяжки металлических деталей и устранения вмятин на них.
Данный способ заключается в воздействии магнитных полей на деталь. Благодаря взаимодействию магнитных полей вихревых токов детали и оправки электромагнитного устройства, деталь прижимается к оправке под действием электромагнитного поля, создаваемого электромагнитом устройства. Таким образом, осуществляется правка поверхности.
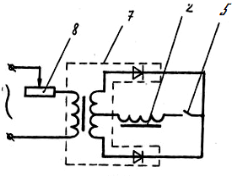
Рассмотрим в качестве прототипа электромагнитное устройство для правки кузовов автомобилей [4], которое представляет собой соленоид с сердечником из ферромагнитного материала, оправку, имеющую форму выправленной поверхности кузова, и систему питания электрическим током, содержащую выпрямитель и реостат.
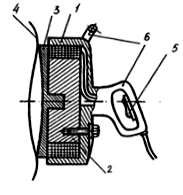
Данное устройство позволяет осуществлять правку поверхностей кузовов со сквозными пробоинами без демонтажа детали. Схематичное изображение устройства-прототипа представлено на рисунке 1.
а)б)
Рис. 1. Электромагнитное устройство для правки кузовов автомобилей: а — схема устройства, б — электрическая схема: 1. Корпус; 2. Электромагнит; 3. Оправка; 4. Деформированная поверхность детали; 5. Выключатель; 6. Рукоятка. 7. Выпрямитель; 8. Реостат.
Электромагнит представляет собой соленоид с сердечником из ферромагнитного материала. Устройство питается постоянным током от выпрямителя через реостат, с помощью которого меняется величина тока в обмотке электромагнита, а следовательно, сила прижатия кузова к оправке.
Достоинством данной конструкции является то, что оправка установлена в сердечнике электромагнита с возможностью удерживания в нем за счет остаточного магнетизма. Это позволяет менять оправку, исходя из размеров и формы поврежденной детали.
При детальном рассмотрении устройства-прототипа были выявлены некоторые недостатки. К таковым можно отнести:
‒ устройство-прототип позволяет править только стальные кузова, а в настоящее время довольно широко для кузовных панелей используются не магнитные материалы.
‒ электромагнит устройства не всегда обеспечивает достаточное усилие правки, и, следовательно, необходимое качество работы.
‒ устройство имеет большую массу рабочего органа, что связано, прежде всего, с диаметрами сердечника и оправки, которые, в свою очередь, определяются размерами деформированного участка детали кузова автомобиля.
Исходя из этого, были предложены пути устранения данных недостатков.
Для устранения недостатка, связанного с проводимостью материалов, предлагается использование дополнительной металлической пластины, накладываемой на деталь с противоположной стороны, относительно устройства так, чтобы деформированный участок детали находился между устройством и пластиной. В этом случае магнитное поле воздействует на пластину, передавая усилие через дефектную деталь, что будет приводить к ее деформации. На рисунке 2 изображен процесс устранения деформации кузова, изготовленного из немагнитного материала. 1 находится сама деформированная деталь, под позицией 2 — металлическая пластина.
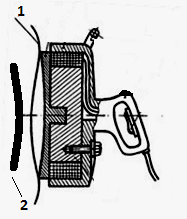
Рис. 2. Процесс вытяжки вмятин детали из немагнитных материалов: 1 — деформированная деталь, 2 — металлическая пластина.
Таким образом, использование дополнительных пластин из металлов с высокой проводимостью позволит выравнивать поверхности деталей, выполненных из плохо проводящих и диэлектрических материалов.
Устранение второго недостатка связанного с усилием правки возможно применением сердечника подковообразной формы. Соответственно поверхность притяжения и его сила увеличится. Магнитные поля двух катушек сложатся, а значит, магнит будет работать мощнее.
Существует возможность увеличить силу притяжения применяя сердечник из сплава железа и кобальта, обладающего улучшенными магнитными свойствами, а также увеличивая диаметр сечения сердечника и увеличивая силу тока.
Таким образом, проведённый анализ показал, что процесс устранения локальных деформаций кузова можно улучшить, применяя и совершенствуя устройства электромагнитной вытяжки
Литература:
- Кислюк, Р. Д. Автомобили ВАЗ: ремонт после аварий / Р. Д. Кислюк. — М.: Машиностроение, 1989. — 334 с.
- Синельников, А. Ф. Ремонт кузова легковых автомобилей. Окраска и противокоррозионная обработка / А. Ф. Синельников. — М.: Машиностроение, 1993. — 183 с.
- Белый И. В. Справочник по магнитно-импульсной обработке металлов / И. В. Белый. — Харьков: Вища Школа, 1977.
- Полезная модель: Электромагнитное устройство для правки кузовов и кабин автомобилей RU 2094150 C1, B21D 1/10, 27.10.1997
