





При изготовлении одежды применяют разнообразное оборудование, но наиболее широко используют швейные машины. Они служат для выполнения различных работ — для соединения (стачивания) деталей одежды, обметывания срезов ткани для их закрепления и предохранения от осыпания, втачивания рукавов или воротника, выметывания и закрепления петель, пришивки пуговиц и др.
Швейные машины различного назначения отличаются друг от друга по своим размерам и форме, устройству, по виду стежков и строчек, сложности выполняемых операций и др. Современные швейные промышленные машины быстроходны. Главный вал стачивающих машин обычно вращается со скоростью 3000–5000 об/мин (а зависимости от типа машины).
Швейнику очень важно знать, как нужно чистить и смазывать машину, каким образом её можно наладить для устранения неполадок в работе, для шитья тканей других видов. Для получения этих знаний нужно вначале хорошо ознакомиться с устройством машины. Нужно знать:
а) какими деталями передаются движения игле, челноку, нитеводителю, двигателю ткани;
б) какие движения совершают эти детали при вращении главного вала машины;
в) в каких местах создается при этом трение между деталями и как нужно вводить масло, чтобы уменьшить это трение;
г) что следует отрегулировать в том или другом механизме, чтобы он работал хорошо, и как это сделать.
Именно с этой целью и будет рассмотрено устройство машин. Игла, как известно, движется прямолинейно, возвратно-поступательно вниз и вверх. Маховое же колесо и главный вал совершают вращательные движения. Каким же образом происходит преобразование вращательных движений и передача игле возвратно-поступательных движений? Для этой цели использован кривошипно-шатунный (ползунный) механизм, получивший большое применение в самых различных машинах.
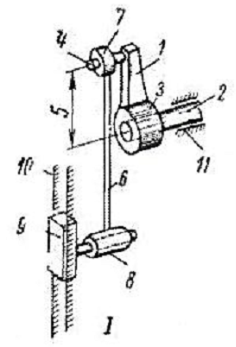
Рис. 1. Устройство кривошипно-шатунного механизма
Кривошипом называется рычаг 1, жестко закрепляемый на вращающемся валу 2. Кривошип может иметь различную форму. В нем различают ступицу 3, закрепляемую на валу, палец 4 и рычаг 1, величина 5 которого измеряется от центра вала 2 до центра пальца 4. На палец 4 кривошипа 1 надевают шатун 6, представляющий собой стержень с двумя головками. Верхнюю головку 7 шатуна и надевают на палец 4. Нижнюю же головку 8 шатуна соединяют с пальцем ползуна 9, расположенного в направляющих 10 корпуса машины. Палец ползуна свободно вкладывают внутрь головки 8. Сравнивая способы соединения кривошипа с валом, шатуна с пальцем кривошипа и пальцем ползуна, видим, что между ними есть большое различие.
Если необходимо закрепить винтом кривошип на валу в строго определенном положении, применяют винт, внутренний конец которого входит внутрь углубления, сделанного для него в валу. Такой винт часто называют стопорным, кроме него еще применяют дополнительно упорный винт. Итак, кривошип 1 (рис. 1) закрепляется на валу 2 жестко и вращается вместе с ним. Соединение же шатуна с пальцем 4 кривошипа 1 и с пальцем ползуна 9 делается не жестким, а подвижным — шарнирным. С этой целью диаметр отверстий в головках шатуна должен быть несколько больше диаметра пальцев. Верхняя головка 7 шатуна 6 (рис. 1) свободно надевается на палец 4 кривошипа 1. Внутрь нижней головки 8 шатуна 6 свободно вкладывается палец ползуна 9.
Ясно, что зазор между головками шатуна и пальцами должен быть очень небольшим, чтобы только обеспечить свободу движения деталей относительно друг друга. Для выяснения того, почему необходимо шарнирное соединение шатуна с пальцем кривошипа и пальцем ползуна, посмотрим, как работает кривошипно-шатунный механизм.
Устройство механизма иглы, как видно, сходно с устройством кривошипно-шатунного механизма, показанного на рис. 1. При вращении главного вала 3 и кривошипа 6 шатун 9 совершает плоскопараллельные движения, опускаясь при этом и поднимаясь. Действуя на шпильку 10, он опускает и поднимает как ее, так и закрепленный в ее хомутике игловодитель 12. Верхней 13 и нижней 14 направляющими игловодителя служат две втулки, вложенные в отверстие головки машины и закрепленные в ней винтами. Для облегчения игловодителя 12 его делают коротким и поэтому верхняя направляющая представляет собой трубку достаточно большой длины. Иглу 16 устанавливают внутри иглодержателя в упор и коротким желобком вправо, так как именно с этой стороны носик челнока подходит к игле. При наладке машины нужно расположить ушко иглы очень точно по высоте относительно носика челнока. Если ушко иглы расположено не на должной высоте, нужно переместить вручную вверх или вниз игловодитель, предварительно ослабив закрепление игловодителя внутри хомутика 10 соединительной шпильки.
Нормального размера зазор между иглой и ниткой создается при движении иглы вверх в среднем на 2,5 мм из крайнего нижнего положения. Наиболее расширенная часть зазора со стороны короткого желобка иглы оказывается в среднем на высоте 1,5 ÷ 2,5 мм над верхней гранью ушка иглы. Исходя из этого, можно считать, что при нижнем крайнем положении ушко иглы должно быть ниже линии движения носика челнока в среднем на 4,5 ÷ 5,0 мм. Если снять игольную пластинку и выдвинуть задвижную пластинку на платформе машины, то при хорошем освещении можно будет видеть взаимное расположение иглы и челнока. При крайнем нижнем положении иглы носик челнока не находится на линии иглы, а отстоит от нее вправо (если смотреть с фронта машины) примерно на 6–7 мм.
При этом верхняя кромка ушка иглы должна быть на 2 мм ниже носика челнока. Этот момент очень важен, так как именно теперь происходит попадание носика челнока в зазор между иглой и ниткой. Очень важно, чтобы носик челнока подходил к игле своевременно. Но если нормальный зазор образуется позже из-за меньшей упругости нитки или по другим причинам, то в этом случае носик челнока должен подходить к линии иглы позже, например, после подъема иглы на 3 мм. Чтобы взаимное положение челнока и иглы сохранялось прежним, нужно в этом случае, ослабив винты, повернуть слегка челнок на челночном валу и еще больше отвести носик челнока от иглы, чтобы он позже подходил к линии иглы.
Игловодитель же придется несколько опустить (на 0,5÷1 мм). Кроме своевременности подхода носика челнока к игле очень важно проверить, как эти детали расположены относительно друг друга в момент захвата петли. Носик челнока должен проходить мимо иглы, почти касаясь ее. Расстояние между плоскостью носика челнока и иглой должно быть не больше 0,1 мм. Раньше было сказано, что в игле со стороны короткого желобка есть выемка. Внутри этой выемки и должен быть в этот момент носик челнока. Если этого нет, нужно проверить, чем это вызвано. Может быть погнута игла, тогда её нужно сменить. Носик челнока может далеко отстоять от иглы, тогда нужно, ослабив винты на челноке, продвинуть челнок по валу в направлении к игле.
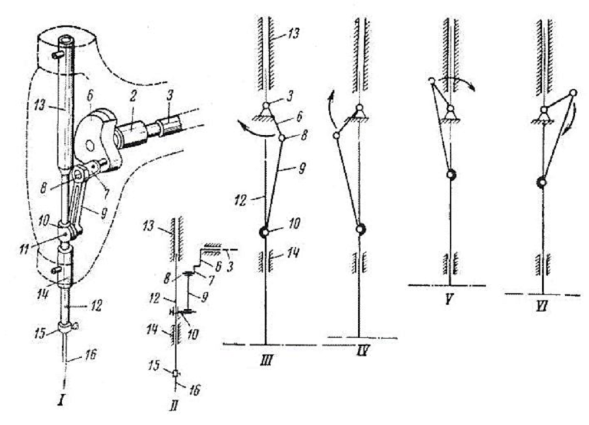
Рис. 2. Схема механизма иглы
Если ушко иглы оказывается выше или ниже, чем нужно, следует, ослабив винт хомутика шпильки, несколько опустить или поднять игловодитель. Очень важно, чтобы при этом игловодитель не повертывался, иначе короткий желобок не будет точно обращен к носику челнока. После регулировки и точной проверки положения иглы следует хорошо закрепить винт 11 в хомутике шпильки (рис. 2). В противном случае при проколе, когда игла преодолевает сопротивление тканей, игловодитель может сместиться вверх внутри хомутика, и положение иглы относительно носика опять станет неправильным. На рисунке 2 кроме конструктивной схемы механизма иглы даны пространственная (рис. 2, II) и плоская (рис. 2, III) кинематические схемы этого механизма. Сравнивая конструктивную и пространственную схемы, можно найти между ними большое сходство, но выполняется пространственная схема проще. При этом не нужно показывать точную форму деталей и можно пользоваться условными изображениями отдельных деталей (звеньев) и их соединений.
Плоская схема изображена со стороны фронта машины в направлении оси главного вала. В этом случае условных изображений в схеме больше. Так, места соединения головки шатуна 9 с пальцем кривошипа 8 и с пальцем шпильки 10 изображены в виде кружочков. Так показывают шарнирные соединения. Главный вал также изображен в виде шарнира в корпусе машины. На плоских схемах хорошо видно, какое положение будут занимать детали механизма при вращении главного вала. Так, из рисунка 3 видно, что после поворота главного вала на некоторый угол шатун отклонится влево, а игловодитель несколько поднимется из крайнего нижнего положения. Если в плоской схеме все детали изображены в масштабе, можно не только сказать, в каком направлении двигались детали механизма, но и определить величину пути. При смазке машины смазочное масло должно быть пущено внутрь подшипников 1 или 2. Для этого над ними в рукаве машины находятся трубочки с заложенными внутрь них смазочными подушечками. Масло из трубочек через отверстия во втулках попадает внутрь подшипников и оказывается между отшлифованным участком (цапфой) вала и втулкой подшипника.
Таким образом, в работе механизма иглы необходимо прежде всего обращать внимание на положение иглы по высоте. В крайнем верхнем положении острие иглы не должно выступать ниже подошвы прижимной лапки в её поднятом положении.
Литература:
- Тухтаева З. Ш., Шаропова Д. Х. Анализ механизма иглы швейных машин при процессе образования челночных и цепных стежков. Молодой учёный. Международный научный журнал. № 7 (111). — Казань, 2016. — стр. 199–201.
- Чупрова О. В. Оборудование швейных предприятий и основы проектирования оборудования. Курс лекций. Благовещенск. Издательство АмГУ, 2012. Стр. 44–48.
