





Каждый предмет, который предполагается украсить золотым шитьем, прежде чем поступить в руки вышивальщика, проходит предварительную, нередко сложную и продолжительную подготовку.
Раскроенный материал вместе с рисунком, по которому он должен быть вышит, поступает в мастерскую. Рисунки изготовляет рисовальщик-тархкаш, которые представляются заказчику и только после его одобрения передаются золотошвеям для работы. Получив материал и рисунок, в мастерской приступают к заготовке необходимого количества отдельных элементов узора, входящих в композицию рисунка. Для этого контур рисунка, который выполняется обычно черной тушью (иногда с подцветкой) на плотной белой бумаге, прокалывают иглой, затем накладывают на кожу, картон или толстую бумагу. Куда и переводят его припорашиванием толченым углем или керосином. Переведенный рисунок обводят тушью или карандашом и вырезают ножницами «кайчи-уштур-гардан». Вырезанием узоров занимается обычно специалист этого дела — гульбур. При больших заказах в помощь ему назначают наиболее квалифицированных мастеров из числа вышивальщиков. Трафарет, по которому вышивают называется «ахтакогоз». Для придания узора большого размера иногда применяют двухслойный трафарет.
Раскрой трафарета является тонкой и весьма трудоемкой операцией в связи с использованием ручного труда. Подсобным инструментом являются лишь ножницы двух видов: «кайчи» обычной формы и «кайчи-уштур-гардан» — «верблюжья шея» — ножницы причудливой формы, отдаленно напоминающей длинную тонкую шею верблюда, изготовляемые специально для вырезания узоров.
Несмотря на удобную форму последнего вида ножниц, производственные мозоли неизбежны при изнурительном труде гульбура. Ведь при широком распространении золотого шитья до масштабов массового производства в день приходится вырезать от 150 и более рисунков в зависимости от их масштаба и плотности. Таким образом становится очевидным существование проблемы в этой области.
Использование компьютерной техники, графики и различных ноу-хау является актуальностью сегодняшнего времени. Для автоматизации процесса подготовки трафаретов в золотошвейном производстве предлагается использование следующих этапов:
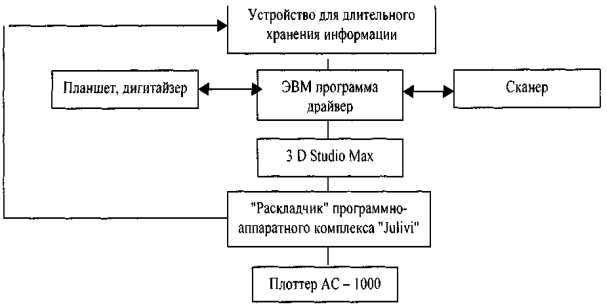
Графических станций на базе ЭВМ Pentium IV с использованием либо стандартного драйвера Windows, поставляемого разработчиками оборудования или же собственного драйвера-художника.
Причем необходимость разработки собственного драйвера вызывается следующей причиной: для последующего подключения плоттеров, особенно широкоформатных, использование драйверов Windows не всегда возможно, поэтому наличие собственного драйвера гарантирует подключение даже нестандартного оборудования. Возможность использования, выходящие из-под руки художника-тархкаша.
Далее рисунок загружается в программу 3D Studio Max с процессором не ниже Pentium 90 и 64 Мбайт оперативной памяти, с видеопамятью 8 Мбайт и устройством для чтения компакт-дисков, под управлением операционной системы Windows NT, позволяющий при помощи трехмерной графики, анимации сцены, использовании светокамер, создавать виртуальной образ с различными свойствами, чтобы показать каким будут выгладиться предметы проектируемой одежды. Здесь можно будет внести необходимые коррективы, насытить цветом, определить оптимальную композицию расположения орнамента, его масштабы, пропорциональность, ритмику, т. е. произвести необходимый дизайн будущего изделия. Затем с помощью программно-аппаратного комплекса «JULIVI» (программы «Раскладчик») производится создание экономичных раскладок лекал выбран орнаментов. Плоттеры, производящие автоматический раскрой трафаретов орнаментов.
Его применение позволяет производить зарисовку лекал орнамента заданных экономичных раскладок в натуральную величину непосредственно на бумаге типа «крафт», «кабельная», а также картоне марки Г толщиной 1,3 мм с последующей вырезкойпо контуру лекал и получения готовых трафаретов узора для дальнейшего использования в золотошвейном производстве.
Его применение позволяет производить зарисовку лекал орнамента заданных экономичных раскладок в натуральную величину непосредственно на бумаге типа «крафт», «кабельная», а также картоне марки Г толщиной 1,3 мм с последующей вырезкой по контуру лекал и получения готовых трафаретов узора для дальнейшего использования в золотошвейном производстве.
Таким образом, предлагается использовать следующую блок-схему для получения трафаретов орнамента:
Предлагаемая автоматизация процесса подготовки трафаретов орнаментов в золотошвейном производстве полностью отменяет применение тяжелого ручного труда работников, занимающихся вырезанием узоров (гульбуров), сокращает до минимума цикл процесса и использует лишь работу художника-модельера (тархкаша), обладающего большими навыками с работой на ЭВМ и с предлагаемыми программами.
