





Режущая кромка ножа формируется в условиях пластической деформации, высоких температур, окислительных процессов и других воздействий.
Параметры, применяемые для оценки геометрии режущих лезвий, должны удовлетворять следующим основным требованиям:
1) всесторонне и достаточно точно оценивать геометрические свойства режущей поверхности;
2) быть взаимосвязанными с эксплуатационными свойствами ножа;
3) иметь возможность технологического обеспечения;
4) контролироваться приборами в лабораторных и производственных условиях;
При описании параметров поперечного и продольного микрорельефа лезвий использовали СТ СЭВ 638–77, СТ СЭВ 1166–78 и ГОСТ 2789–73.В соответствии с этими нормативными материалами к высотным параметрам относили (рис.1):
Ra — среднее арифметическое отклонение профиля
 (1)
(1)
где n — число ординат неровностей;
yi — единичные значения ординат неровностей;
Rz — высота неровностей профиля по десяти точкам, т. е. среднее расстояние между пятью высшими и пятью низшими точками измеряемого профиля в пределах базовой длины:
 (2)
(2)
где Himax — ординаты пяти высших точек профиля;
Himin — ординаты пяти низших точек профиля;
Rmax — наибольшая высота неровностей профиля, т. е. расстояние между линиями выступов и линиями впадин профиля в пределах базовой длины
Rmax = |Himax| +|Himin|,(3)
где Himax — расстояние от средней линии до линии выступов профиля;
Himin — расстояние от средней линии до линии впадин профиля.
К шаговым параметрам относили:
S — средний шаг неровностей профиля по вершинам в пределах базовой длины:
 (4)
(4)
где n — число единичных шагов;
Si — единичные значения шага по вершинам;
Sm — средний шаг неровностей профиля по средней линии, т. е. среднее арифметическое значение шага неровностей профиля по средней линии в пределах базовой длины:
 ; (5)
; (5)
где Smi — единичные значения шага по средней линии.
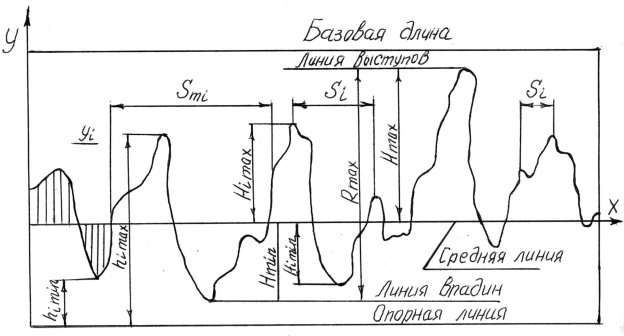
Рис. 1. Продольный микрорельеф режущей кромки.
Поперечный микрорельеф (рис. 2) можно характеризовать шириной режущей кромки a, радиусом закругления r, диаметром пятна касания d на рабочей высоте hp и поперечным шагом микрозубцов Sn.
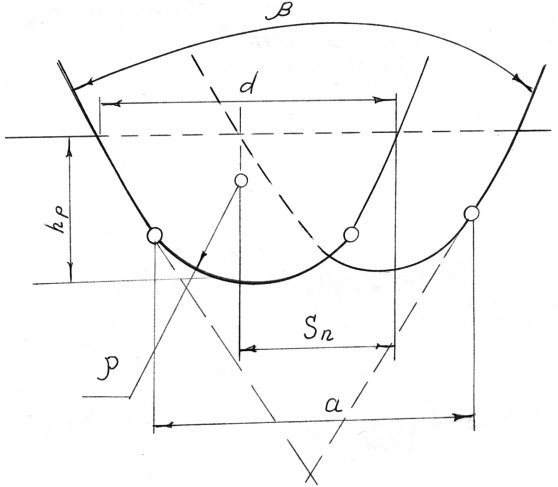
Рис. 2. Поперечный микропрофиль режущей кромки
В группе структурных параметров особое значение имеет кривая опорной поверхности [1, 2, 3, 4, 5], являющаяся интегральной функцией распределения материала ножа по высоте микропрофиля лезвия и представляющая собой зависимость относительной опорной длины h по средней линии от сближения ε ножа с разрезаемым материалом (рис.3).
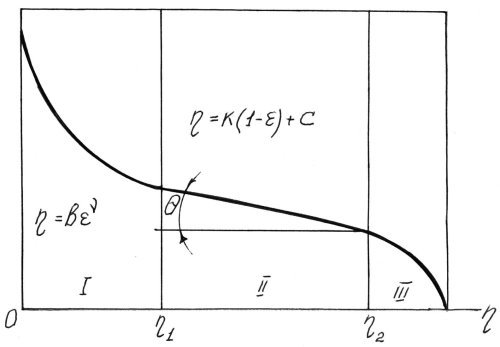
Рис. 3. Кривая опорной поверхности режущей кромки
Кривая опорной поверхности показывает относительное изменение фактической площади контакта микрозубцов лезвия в зависимости от их рабочей высоты при различных режимах резания. Первый участок кривой соответствует наиболее выступающим микрозубцам и может быть описан кривой вида h = bεv. Второй — характеризует наиболее многочисленную группу микрозубцов и показывает наличие линейной зависимости h=k(1-ε)+C между основными характеристиками при достижении определенной рабочей высоты микрозубцов. Можно предположить, что микрозубцы второго участка опорной кривой выполняют основную работу скользящего резания, в то время как участок III характеризует небольшую часть наиболее глубоких впадин и при больших значениях коэффициента скольжения KС практически не участвует в образовании новой поверхности. Микрогеометрия лезвий может характеризоваться высотными и шаговыми параметрами микрозубцов, шириной режущей кромки и структурными показателями, из которых наиболее информативной является кривая опорной поверхности.
Литература:
- Алексеенко Л. Д., Пекарскас В. В., Раяцкас В. Л. Характеристики микрогеометрии поверхности и способы их измерения. — «Известия ВУЗов. Технология легкой промышленности» N1,1992. с.4–9.
- Ауэрман Л. Я. Технология хлебопечения. — М.: Пищевая промышленность, 1982. — 287 с.
- Гаркунов Д. Н. Триботехника. -М.: Машиностроение, 1985. 384 с.
- Горленко О. А., Ильицкий В. Б. Методы определения параметров кривой опорной поверхности. В кн. Всесоюзная конференция «Жесткость в машиностроении», Брянск:1971.- с.226–274.
- Даурский А. Н., Мачихин Ю. А., Хамитов Р. Н., Обработка пищевых продуктов резанием. — М.: Пищевая промыышленнось,1994. -216 с.
