





Статья посвящена поиску оптимальных способов организации перевозки железобетонных опор линий электропередач (ЛЭП). Дана характеристика современного рынка производства железобетона в России. Согласно минимальным суммарным затратам на перевозку заданного количества железобетонных опор, выбран подвижной состав, разработаны технологические схемы. Совершенствование организации перевозок направлено на снижение транспортных затрат, за счет использования оптимальной технологической схемы.
Железобетонные опоры ЛЭП — сооружение для удержания проводов грозозащитных тросов воздушной линии электропередачи и оптоволоконных линий связи на заданном расстоянии от поверхности земли и друг от друга. Надежность конструкции опоры обеспечивается использованием металлического каркаса и специального вида бетона (центрифугированного или вибрированного — в зависимости от назначения опоры).
История применения железобетонных опор в строительстве воздушных ЛЭП нашей страны насчитывает более полувека. Ускоренное распространение они получили с середины 50-х годов прошлого столетия. Именно в это время начался бурный рост электросетевого строительства. Ежегодно строилось более 30000 км новых ЛЭП, что составило 20 % от общей протяженности всех действующих в стране воздушных линий электропередачи.
Производство железобетонных опор в РФ сокращается с 2014 г. В январе — апреле 2016 г. произведено на 1 654 тыс. куб. м. меньше, чем в аналогичном периоде 2015 г. Преодоления негативного тренда в ближайшее время ожидать не приходится. Замедление жилищного строительства в России начало сказываться на сфере производства стройматериалов, в том числе сборных железобетонных конструкций и деталей. Российские предприятия показывают неустойчивую повышательную динамику производства ЖБИ на протяжении последних 4 месяцев 2016 г. В январе — апреле 2016 года объем производства ЖБИ в натуральном выражении сократился на 22 % г/г. В 2015 г. спад составил 19 % г/г, данные приведены на рис. 1. Сокращение объемов производства ЖБИ вызвано уменьшением спроса со стороны потребляющей отрасли, что стало прямым следствием сокращения инвестиций в строительство.
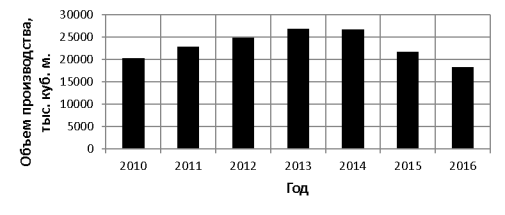
Рис. 1. Динамика производства ЖБИ в РФ
Отметим, что как таковых федеральных игроков на рынке ЖБИ нет, конкуренция идет локально, так как ЖБИ не выгодно перевозить в другие регионы.
Производство ЖБИ опор осуществляется по специальным технологиям на специализированном оборудовании в соответствии с требованиями ГОСТ 23613–79.
Инструкция изготовления опор включает ряд производственных этапов: подготавливается арматура, изготавливается бетонная смесь. Подготавливаются формы к проведению формовки к армированию. Формуется изделие. На этом этапе смесь из бетоноукладчика по транспортёру направляется в форму. На следующем этапе свежеотформованные изделия подвергаются изотермической обработке. Заключительная подготовка ЖБИ — это последний производственный этап, в ходе которого привариваются стержни контура заземления, красятся анкера определяется прочность бетона. По окончанию этих процедур изделие маркируют и укладывают на склад (рис. 2).
При хранении конструкции следует опирать на инвентарные подкладки или опоры другого типа, а между рядами конструкций в штабеле — на инвентарные прокладки прямоугольного (трапецеидального) поперечного сечения из дерева или других материалов, обеспечивающих сохранность конструкций. Толщина подкладок и прокладок должна быть не менее 30 мм. При наличии в конструкциях выступающих деталей или монтажных петель толщина подкладок и прокладок должна превышать размер выступающих деталей или петель не менее чем на 20 мм. Для конструкций круглого поперечного сечения подкладки и прокладки должны иметь упоры против раскатывания.
Транспортирование конструкций следует производить, как правило, с учетом обеспечения их монтажа непосредственно с транспортных средств. Зазоры между конструкциями и бортами грузовой платформы должны быть не менее 50 мм. Крепление конструкций на транспортном средстве должно исключать продольное и поперечное смещение конструкций, а также их взаимное столкновение и трение в процессе перевозки.
Железобетонные опоры подразделяются на 3 вида, представлены на рис. 2.

Рис. 2. Виды железобетонных опор: а — центрифугированные; б — вибрированные; в — конические центрифугированные
Железобетонные вибрированные стойки C 112, СНВ-7–13, СВ 95, СВ 105, СВ 110, СВ 164 изготавливаются как из предварительно напряженного, так и ненапряженного железобетона и используются в качестве стоек и подкосов в опорах ЛЭП напряжением до 35 кВ, а также в качестве опор освещения.
Стойки железобетонные, предварительно напряженные, кольцевого сечения, конические СК 22, СК 26 и цилиндрические СЦ 20, СЦ 22, СЦ 26 изготавливаются методом центрифугирования из тяжелого бетона в соответствии с техническими условиями по ГОСТ 22687.0–85, и предназначены для опор линий электропередачи напряжением 35–750 кВ.
Стойки конические центрифугированные СКЦ 9–2,5–1, СКЦ 9–2,5–1К, СКЦ 10–2,5–1, СКЦ 10–2,5–1К, СКЦ 11–2,5–1, СКЦ 11–2,5–1К СКЦТ 11,5–47,29–7,2, СКЦТ 11,5–47,29–9,6 СКЦ 11–2,5–2, СКЦ 11–2,5–2К, СКЦ 11–3,5–2 Перечисленные стойки изготавливаются методом центрифугирования из тяжелого бетона в соответствии с требованиями технических условий ТУ 66–16–59–93 по рабочим чертежам серии 3398–7-000; 3398–7-000КС; 3933–7-000С; 3434–7-000. Для продольного армирования железобетонных стоек используется арматура класса А-III, А-I, для поперечного — Вр-I.
Процесс установки опор можно условно разбить на несколько этапов:
- Бурение скважины для установки опор.
- Доставка опор к месту установки.
- Установка опор.
Первые 2 этапа могут меняться местами в зависимости от используемой техники и других условий. Опоры сначала могут быть привезены к месту установки, затем специальной техникой для бурения, называемой автобурами, будут выкопаны ямы для их установки [2].
На рис. 3 представлена блок-схема выбора подвижного состава для перевозки железобетонных опор.
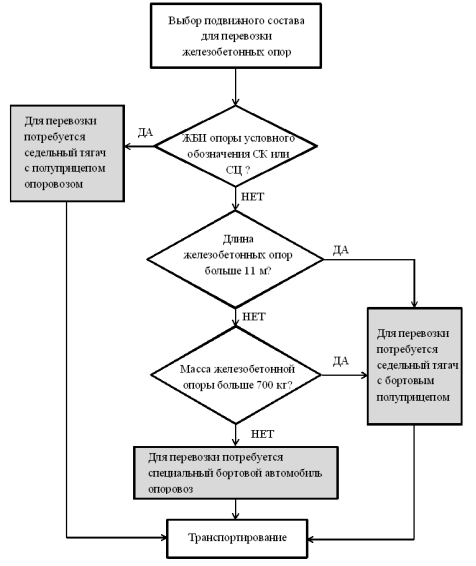
Рис. 3. Выбор подвижного состава для перевозки железобетонных опор
Для перевозки и установки опор были предложено использовать следующий ПС:
– седельный тягач + бортовой полуприцеп (плюс автокран и автобур) — КАМАЗ 43118;
– седельный тягач с крано-манипуляторной установкой + бортовой полуприцеп (плюс автобур) — Камаз 43118–46 с (ИФ-300 УСТ 5453);
– седельный тягач с крано-манипуляторной установкой и буровым оборудованием + бортовой полуприцеп — Камаз 43118–46 с (ИФ-300 УСТ 5453).
При установки на ПС крано-манипуляторной установки, полная масса автомобиля увеличивается, следовательно, снижается его грузоподъемность (табл. 1).
Таблица 1
Сравнительная таблица
|
Техническая характеристика |
Тягач |
Тягач сКМУ |
Тягач сКМУ ибуром |
|
Полная масса а/м, кг |
16000 |
19000 |
21600 |
|
Масса прицепа, кг |
20600 |
17600 |
15000 |
|
Себестоимость использования, руб./час |
321,6 |
493,7 |
877,4 |
На рис. 4 представлены разработанные нами три технологические схемы перевозки груза [1, 3]. В табл. 2 приведен перечень работ. Перевозка осуществляется от Волгоградского завода «ЖБИ-1» до места установки ЛЭП г. Волгограда. Расстояние транспортирования 43 км.
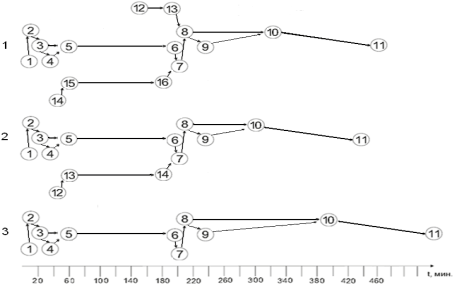
Рис. 4. Технологические схемы перевозки и установки ЖБИ опор: 1 — седельный тягач + бортовой полуприцеп (плюс автокран и автобур); 2 — седельный тягач с крано-манипуляторной установкой + бортовой полуприцеп (плюс автобур); 3 — седельный тягач с крано-манипуляторной установкой и буровым оборудованием + бортовой полуприцеп
Таблица 2
Описание технологических схем перевозки установки
|
№события |
Наименование работ |
Продолжительность работ, мин. |
Стоимость работ, руб. |
||||
|
№1 |
№2 |
№3 |
№1 |
№2 |
№3 |
||
|
1–2 |
Ожидание погрузки |
2 |
2 |
2 |
10,72 |
16,44 |
29,24 |
|
2–3 |
Маневрирование авто |
10 |
10 |
10 |
53,6 |
82,2 |
146,2 |
|
3–4 |
Оформление документов |
10 |
10 |
10 |
– |
– |
– |
|
3–5 |
Погрузка |
30 |
25 |
25 |
160,8 |
205,5 |
365,5 |
|
5–6 |
Транспортирование |
130 |
130 |
130 |
696,8 |
1068,6 |
1900 |
|
6–7 |
Ожидание разгрузки |
2 |
2 |
2 |
10,72 |
16,44 |
29,24 |
|
7–8 |
Маневрирование ПС |
10 |
10 |
10 |
53,6 |
82,2 |
146,2 |
|
8–9 |
Оформление документов |
10 |
10 |
10 |
– |
– |
– |
|
8–10 |
Установка ЖБИ опор |
110 |
100 |
190 |
589+1086 |
822 |
2777,8 |
|
10–11 |
Подача ПС |
130 |
130 |
130 |
696,8 |
1068,6 |
1900,6 |
|
12–13 |
Подача автокрана |
25 |
- |
- |
246,7 |
- |
- |
|
12–8 |
Маневрирование автокрана |
10 |
- |
- |
98,7 |
- |
- |
|
14–15 |
Подача автобура |
15 |
15 |
- |
107,4 |
107,4 |
- |
|
15–16 |
Бурение скважин |
120 |
120 |
- |
859,2 |
859,2 |
- |
|
Итого |
425 |
405 |
510 |
4670,3 |
288,5 |
7294,7 |
|
|
Стоимость перевозки и установки одной опоры, руб./шт. |
292,6 |
288,5 |
561,2 |
||||
При расчетах учитывалась работа автокрана и автобура. Стоимость работы автокрана — 592,7 руб./час, стоимость авобура — 430,6 руб./час.
Исходя из проведенных расчетов, видно, что наиболее выгодно использовать технологическую схему № 2, перевозка седельным тягачом с крано-манипуляторной установкой + бортовой полуприцеп + автобур.
Общая концепция доставки груза предполагает, что для ее выполнения будут найдены самые дешевые и эффективные способы. Очевидно, что реализация данной концепции во многом зависит от правильного выбора средств транспортирования грузов, а также средств и способов выполнения погрузочно-разгрузочных работ с ними.
Таким образом, при использовании седельного тягача с крано-манипуляторной установкой + бортового полуприцепа + автобура для перевозки железобетонных опор время затрачиваемое на работу составит 405 мин, а стоимость перевозки и установки одной опоры –288,5 руб.
Литература:
- Грузовые автомобильные перевозки: учеб. для вузов / А. В. Вельможин, В. А. Гудков, Л. Б. Миротин, А. В. Куликов. — Москва: Горячая линия — Телеком, 2006. — 560 с.
- Куликов, А. В. Планирование грузовых перевозок в жилищном строительстве / Куликов А. В., Фирсова С. Ю. // Сборник научных трудов SWorld. Современные направления теоретических и прикладных исследований` 2012: междунар. науч.-практ. конф., 20–31 марта 2012 г. Т. 2. Транспорт. Туризм и рекреация. География / Одес. нац. морской ун-т [и др.]. — Одесса, 2012. — С. 26–31.
- Куликов, А. В. Снижение транспортных затрат за счёт применения эффективной технологической схемы перевозки строительных грузов / Куликов А. В., Фирсова С. Ю. // Известия ВолгГТУ. Серия «Наземные транспортные системы». Вып. 6: межвуз. сб. науч. ст. / ВолгГТУ. — Волгоград, 2013. — № 10 (113). — C. 72–75.
