





Развитие средств автоматизации быстрыми темпами делает существующие системы автоматизации и конкретные решения для них устаревшими. Однако, если позволяет надёжность таких систем, она может использоваться очень долго, пока не перестанут выпускаться стандартные комплектующие, либо система устареет настолько, что перестанет удовлетворять требованиям технологического процесса.
При этом совершенствование производства требует скоординированных и продуманных действий всего участвующего персонала. Экономически и технически все решения быть строго обоснованы.
Следовательно, ответственным лицам в содействии с проектировщиками автоматизированных систем требуется рассмотреть наиболее приоритетный и выгодный вариант развития производства, который положительно скажется на качестве продукции, увеличит масштабы продаж, расширит рынки сбыта и повысит уровень её конкурентоспособности среди отечественных и зарубежных предприятий.
Рассмотренная ниже система автоматизации технологического процесса печи нормализации труб была модернизирована. В ней использовались современные и проверенные на производствах средства автоматизации.
Выбранный для описания типовой процесс — печь для нагрева труб перед нормализацией с шагающими балками.
Технологический процесс начинается с загрузки трубы в разогретую печь. Производится она, как и выгрузка, через боковые окна с помощью рольгангов. Перемещение труб в печи осуществляется посредством балок шагающего пода, через три однотипные тепловые зоны печи: зону предварительного подогрева, зону нагрева и зону выдержки. Труба разогревается до необходимой температуры нормализации в 950±5 % и после выхода из печи подвергается охлаждению на спокойном воздухе (без принудительного обдува) [4].
Микроструктура стали при данном виде термообработки становится более однородной, снижаются остаточные напряжения после процессов изготовления трубы, изменяется в сторону улучшения обрабатываемость трубы, характеристики твёрдости и прочности [2].
В рамках разработки системы управления было произведено математическое моделирование системы управления, найдена передаточная функция объекта управления.
Проводя эксперимент по исследованию объекта управления и, анализируя полученные экспериментальные данные, строится эмпирическая математическая модель, которая, в общем, может и не соответствовать реальным процессам, протекающим в объекте, но более или менее точно описывает реакции исследуемого объекта на внешние воздействия [1].
Математическая модель разрабатывается на основе экспериментальных данных, полученных при нормализации труб определённого типоразмера. Время нагрева трубы в печи составляет 8–10 мин с начального значения температуры 20ᵒС до конечного 950 ᵒС. Из графика переходного процесса определяются координаты кривой разгона и записывается их вектор. Также определяется запаздывание τ [5].
Так как объект не имеет в своём составе сложных звеньев, то принимается, что передаточная функция объекта имеет второй порядок. Поскольку коэффициенты неизвестны, то их записывают как переменные, следовательно, и все функции будут зависеть от этих коэффициентов [3].
Для сравнения графиков переходной характеристики в относительных координатах и аналитически построенной кривой с рассчитанными коэффициентами строится отдельный график для визуального определения точности результатов.
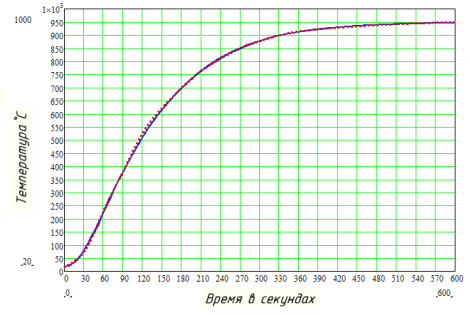
Рис. 1. График переходной характеристики в относительных координатах и аналитической переходной характеристики с вычисленными коэффициентами k, T1, T2
Во всех трёх температурных зонах печи, как основного объекта приложения управляющих воздействий, предусматриваются следующие однотипные системы регулирования:
− регулирование температуры;
− регулирование расхода газа;
− регулирование расхода воздуха;
− регулирование давления в печи;
− регулирование давления воздуха горения;
− регулирование температуры воздуха, для ее компенсации в соответствии с температурой, при которой достигается правильный коэффициент расхода воздуха.
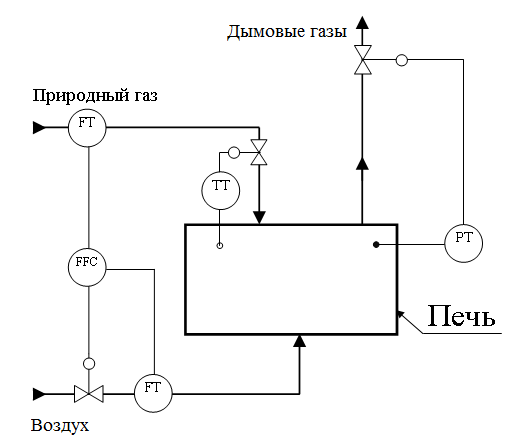
Рис. 2. Типовая схема автоматизации процесса нормализации труб
Сигнализации в рассматриваемом процессе подлежат параметры, которые могут привести к аварийной ситуации:
− критическое понижение давления в трубопроводах природного газа и воздуха;
− критическое увеличение давления в трубопроводах газа и воздуха;
− наличие пламени на горелках.
Для реализации разработанных систем регулирования и сигнализации на технологическом процессе был осуществлен выбор технических средств автоматизации:
− расходомеры ЭМИС-ВИХРЬ 200, осуществляющие измерение расходов природного газа и воздуха горения;
− датчики давления Метран-150, осуществляющие измерение давления природного газа и воздуха горения;
− преобразователи температуры серии Метран 281, с диапазоном измерения от -40 до +1000°С, предназначенные для измерения температуры отработанных газов, участвующих в нескольких видах теплообмена: с воздухом горения и системой водоподогрева.
− преобразователи температуры Метран 286 с диапазоном измерения от -40 до +500°С, предназначенные для измерения температуры воздуха горения и температуры дымовых газов, выбрасываемых в атмосферу.
− стационарные пирометры Термоскоп-200, предназначенные для измерения температуры трубы.
− датчики пламени «ПАРУС-003Ц-УФ», предназначенные для контроля наличия пламени в печи.
− исполнительные механизмы КМРО-Э с электрическим приводом AUMATIC, предназначенные для регулирования технологических параметров, а в случае погасания пламени, отсечки подачи газа в печь.
Для управления технологическим процессом был выбран программируемый логический контроллер ОВЕН ПЛК 160:
− в качестве модулей ввода аналоговых сигналов были выбраны ОВЕНМВ110–8АС;
− в качестве модулей вывода аналоговых сигналов были выбраны ОВЕНМУ110–8И;
− для элементов с дискретным управлением (лампы и контактор управления ячейкой двигателя центробежного насоса подачи воздуха в магистраль) был выбран модуль вывода дискретных сигналов ОВЕН МУ110–16Р;
− для наглядного отображения значений параметров и оперативного управления, а так же ведения архива событий или значений была выбрана Сенсорная панель оператора ОВЕН СП-310Р.
Таким образом, обновление морально устаревших технологических линий — основная задача современного производственного комплекса. При модернизации текущего технологического процесса с использованием выбранных средств автоматизации, которые являются оптимальным решением на текущий момент, хорошо зарекомендовали себя и имеют положительные отзывы в уже реализованных производственных линиях, повысится его эффективность и ремонтопригодность, а также улучшится качество выпускаемой продукции.
Литература:
- Бороденко В. А. Исследование систем управления в среде MATLAB: Монография. — Павлодар: Кереку, 2011. — 318 с.
- Гусовский В. Л. Современные нагревательные печи и термические печи. / В. Л. Гусовский, М. Г. Ладычичев, А. Б. Усачев. — Справочник — «Машиностроение» Москва. 2001 г. с. 86–91.
- Дембовский В. В. Автоматизация управления производством: Учебное пособие. — СПб.: СЗТУ, 2004. — 84 с.
- Способ нормализации труб в проходных роликовых печах [Электронный ресурс] // Поиск патентов и изобретений, зарегистрированных в РФ и СССР. URL: http://www.freepatent.ru/patents/2242522
- Тымчак В. М. Расчет нагревательных и термических печей. / В. М. Тымчак, В. Л. Гусовский. — Справочник — Москва. «Металлургия» 1983 г. с. 76.
- Кирюшин О. В. Управление техническими системами: курс лекций. — Уфа: Изд-во УГНТУ, 2004. — 116 с.
