





В статье рассматривается один из статистических методов обработки данных на основе результатов испытаний гипсовой штукатурной смеси. Построена гистограмма частот распределения на основе данных предела прочности при сжатии.
Ключевые слова: статистические методы, гистограмма, вариационный ряд, интервалы
При управлении качеством широко используются статистические методы [1]. Они являются одним из наилучших инструментов сбора и анализа качества исследуемой продукции. Теория вероятности и математическая статистика являются базой статистических методов управления качеством продукции. [2]. Статистические методы широко применяют в системах качества [3]. Они стандартизированы ИСО и многими национальными организациями по стандартизации указанными в [4].
Статистические методы позволяют по ограниченному числу наблюдений принимать обоснованные решения при управлении качеством продукции [5].
В процессе производства невозможно точно соблюсти заданную величину признака, характеризующего качество данной продукции. Качество сырья, работа оборудования и другие существенные для производства показатели подвержены случайным колебаниям, которые, в конечном счете влияют на качество продукта, а это в свою очередь вызывает рассеяние значений признака.
Если признак, характеризующий качество изделий, хотят оценивать численно, то нельзя ограничиваться измерением только одного изделия. Необходимо произвести измерения либо всех изделий данной серии, всей партии, либо выборки из нее.
Таблица 1
Данные испытаний гипсовой штукатурной смеси
|
Гипсовая штукатурная смесь |
|||||
|
№п/п |
Дата испытания |
Предел прочности на сжатие (после полного высыхания до постоянного веса образца), Мпа |
№п/п |
Дата испытания |
Предел прочности на сжатие (после полного высыхания до постоянного веса образца), Мпа |
|
1 |
14.01 |
5 |
26 |
19.02 |
6 |
|
2 |
15.01 |
6 |
27 |
20.02 |
5 |
|
3 |
16.01 |
8 |
28 |
21.02 |
8 |
|
4 |
17.01 |
6 |
29 |
24.02 |
7 |
|
5 |
20.01 |
9 |
30 |
25.02 |
8 |
|
6 |
21.01 |
7 |
31 |
26.02 |
6 |
|
7 |
22.01 |
6 |
32 |
27.02 |
5 |
|
8 |
23.01 |
5 |
33 |
28.02 |
9 |
|
9 |
24.01 |
8 |
34 |
3.03 |
6 |
|
10 |
27.01 |
9 |
35 |
4.03 |
5 |
|
11 |
28.01 |
6 |
36 |
5.03 |
7 |
|
12 |
29.01 |
8 |
37 |
6.03 |
6 |
|
13 |
30.01 |
9 |
38 |
7.03 |
8 |
|
14 |
3.02 |
6 |
39 |
10.03 |
6 |
|
15 |
4.02 |
7 |
40 |
11.03 |
9 |
|
16 |
5.02 |
6 |
41 |
12.03 |
7 |
|
17 |
6.02 |
8 |
42 |
13.03 |
8 |
|
18 |
7.02 |
6 |
43 |
14.03 |
6 |
|
19 |
10.02 |
8 |
44 |
17.03 |
5 |
|
20 |
11.02 |
5 |
45 |
18.03 |
9 |
|
21 |
12.02 |
8 |
46 |
19.03 |
7 |
|
22 |
13.02 |
5 |
47 |
20.03 |
6 |
|
23 |
14.02 |
9 |
48 |
24.03 |
9 |
|
24 |
17.02 |
7 |
49 |
25.03 |
9 |
|
25 |
18.02 |
8 |
50 |
26.03 |
8 |
С помощью статистических методов оценки качества можно отрегулировать процесс так, чтобы процент брака сводился к минимуму. Это достигается путем сбора и анализа данных. Обеспечение соответствия данного показателя установленным требованиям должно являться основной целью при организации и подготовке производства и контроля. Если признак, характеризующий качество изделий, хотят оценивать численно, то нельзя ограничиваться измерением только одного изделия. Необходимо произвести измерения либо всех изделий данной серии, всей партии, либо выборки из нее. Для наглядности при анализе результатов строят различные графики статистического распределения. В случае непрерывного признака целесообразно строить гистограмму.
Для построения гистограммы строим вариационный ряд из полученных данных, которые приведены на таблице 1.
Таблица 2
Вариационный ряд
|
№п/п |
x |
№п/п |
x |
№п/п |
x |
№п/п |
x |
№п/п |
x |
|
1 |
5 |
11 |
6 |
21 |
8 |
31 |
6 |
41 |
7 |
|
2 |
6 |
12 |
8 |
22 |
5 |
32 |
5 |
42 |
8 |
|
3 |
8 |
13 |
9 |
23 |
9 |
33 |
9 |
43 |
6 |
|
4 |
6 |
14 |
6 |
24 |
7 |
34 |
6 |
44 |
5 |
|
5 |
9 |
15 |
7 |
25 |
8 |
35 |
5 |
45 |
9 |
|
6 |
7 |
16 |
6 |
26 |
6 |
36 |
7 |
46 |
7 |
|
7 |
6 |
17 |
8 |
27 |
5 |
37 |
6 |
47 |
6 |
|
8 |
5 |
18 |
6 |
28 |
8 |
38 |
8 |
48 |
9 |
|
9 |
8 |
19 |
8 |
29 |
7 |
39 |
6 |
49 |
9 |
|
10 |
9 |
20 |
5 |
30 |
8 |
40 |
9 |
50 |
8 |
Вариационный ряд разбивают на несколько частичных интервалов длиной h и находят для каждого частичного интервала ni — сумму частот варианта, попавших в i-й интервал.
Вычисляем размах с помощью следующей формулы:
R= Xmax — Xmin(1)
![]()
Число интервалов k находим по формуле:
k=1+3,32·ln(2)
где, n-количество данных.
Число интервалов k примем равным 4.
Тогда ширина интервала
![]() (3)
(3)
![]()
Имеются две важнейшие характеристики, которые отражают результат исследований: одна из них описывает среднее положение наблюдаемых значений, а другая – отклонения единичных измерений от средней. Если в результате n измерений получены значения x1, x2, …, xn, то средняя арифметическая величина:
![]() xi(4)
xi(4)
![]()
σ = (5)
(5)
σ = 1,385051
Границы интервала xmin+ jh, где j – номер интервала.
Таблица 3
Интервалы вариационного ряда
|
Частичный интервал длинной h=1 |
Сумма частот вариант частичного интервала ni |
|
5–6 |
21 |
|
6–7 |
8 |
|
7–8 |
12 |
|
8–9 |
9 |
Если изобразить распределение на гистограмме и выяснить в удовлетворительном ли состоянии находится партия изделий и технологический процесс, то появится возможность активно разрешать проблемные моменты
На рисунке 1 изображена гистограмма частот распределения объёма n=50, по данным таблицы 3.
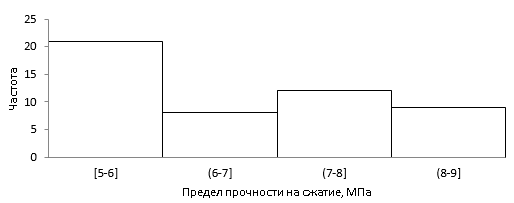
Рис.1. Гистограмма частот, полученная при анализе предела прочности на сжатие (после полного высыхания до постоянного веса образца), Мпа
Данная гистограмма построена на основе данных за 3 месяца. Отпускная прочность штукатурной смеси должна соответствовать пределам не менее 3 МПа.
Хотя отдельные столбцы достаточно близки к нормальному закону, в других отличия слишком велики. В целом, гистограмма распределения не соответствует нормальному закону: она не симметрична.
Литература:
- Леонов О. А., Темасова Г. Н., Вергазова Ю. Г. Управление качеством. М.: 2015.
- Леонов О. А., Темасова Г. Н. Статистические методы контроля и управления качеством М.: 2014. 140 с.
- Леонов О. А., Капрузов В. В., Шкаруба Н. М., Кисенков Н. Е. Метрология, стандартизация и сертификация М.: Издательство КосмосС, 2009, 568 с.
- Леонов О. А., Капрузов В. В., Темасова Г. Н. Стандартизация М.: 2008. 158 с.
- Р 50–601–32–92 Рекомендации. Система качества. Организация внедрения статистических методов управления качеством продукции на предприятии.
