





Процесс проведения иглой нитки через отверстия начинается, когда ушко иглы с заправленной в него ниткой подойдёт к отверстию металлического слоя материала. Верхняя игольная нитка А (Рис. 1.) проводится через металлизированные ткани в форме сжатой вытянутой петли, состоящей из двух ветвей: малой М, расположенной со стороны малого желобка, большой Б, расположенной со стороны большого желобка.
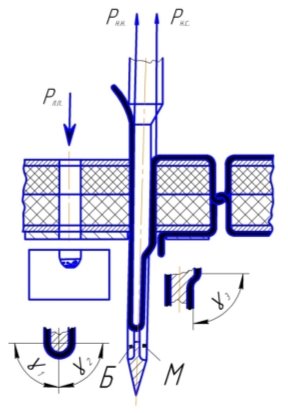
Рис. 1. Схема проведение игольной нитки через сшиваемые ткани с металлическим покрытием после прошивки отверстий лазерным лучом
Для предохранения игольной нитки от перетирания о материал толщину ее нужно подбирать по игле (или толщину иглы по нитке). Диаметр нитки должен быть меньше ширины ушка и глубины большого желобка. В большой желобок иглы нитка поступает с катушки от нитепритягивателя, в малой — со стороны стежка. По мере опускания иглы петля непрерывно увеличивается, но так как верхний конец нитки М со стороны малого желобка или закреплен предыдущим стежком, или зажат лапкой, удлинение ее происходит за счет перемещения нитки Б через ушко иглы со стороны большого желобка.
Нитка проводится в отверстие без прокола перемещения в ушке до тех пор, пока не израсходуется ее напуск со стороны предыдущего стежка. Перемещение нитки относительно ушка иглы в сторону стежка происходит с большой скоростью при опре-деленном соотношении натяжения нитки со стороны стежка Рн.с. и нитепритягивателя Рн.н.. Без перемещения в ушке иглы нитка протягивается до тех пор, пока ее натяжение со стороны стежка или, наоборот, со стороны нитепритягивателя не преодолеет силу трения Ртр нитки в ушке, т. е. когда
![]() отсюда
отсюда![]() , (1)
, (1)
а также когда
![]() отсюда
отсюда![]() (2),
(2),
где ![]() — коэффициент трения нитки об иглу;
— коэффициент трения нитки об иглу; ![]() — угол обхвата иглы ниткой.
— угол обхвата иглы ниткой.
Нитка проводится через материалы с перемещением в сторону стежка, если
![]() (3).
(3).
Среднее давление на нитку в ушке иглы
![]() ; (4)
; (4)
где Р — нормальная сила давления по всей поверхности трения; S — площадь соприкосновения нитки с поверхностью трения. Так как
Р![]() , то
, то![]() ; (5)
; (5)
![]() , где r — радиус закругления граней ушка; b — толщина нитки; Кс — поправочный коэффициент, учитывающий сплющивание нитки. Тогда
, где r — радиус закругления граней ушка; b — толщина нитки; Кс — поправочный коэффициент, учитывающий сплющивание нитки. Тогда
 .
.
Для предотвращения разрушения нитки необходимо, чтобы среднее давление на нее не превышало допустимого значения. Для улучшения условий протягивания нитки через материалы в ушке иглы не должно быть заостренных кромок.
В соответствии с формулой (6) и учетом того, что нитка при прохождении через материалы огибает иглу в трех выступающих местах с углами обхвата 1, 2 и 3, наибольшее среднее давление иглы на нитку будет у кромки малого желобка:

Принимаем следующие значения f= 0,2; r = 0,05 мм; b = 0,3 мм; Кс=1, находим
Снижение значения ![]() позволяет повышение эффективности процесса за счёт увеличения параметра r, радиуса закругления граней ушка, а также отсутствием Рп.с., полезной силы сопротивления со стороны металлизированных тканей при формировании отверстия в материалах с помощью лазерно-лучевого потока.
позволяет повышение эффективности процесса за счёт увеличения параметра r, радиуса закругления граней ушка, а также отсутствием Рп.с., полезной силы сопротивления со стороны металлизированных тканей при формировании отверстия в материалах с помощью лазерно-лучевого потока.
Литература:
- Лебедев, В. С. Технологические процессы машин и аппаратов в производствах бытового обслуживания. — М.: Легпромбытиздат, 1991. ‑ 336 с.
- Комиссаров, А. И. и др. Практикум по машинам, автоматам и автоматическим линиям легкой промышленности. — М.: «Легкая индустрия», 1980.
- Коваленко. В. С.; Котляров, В. П. Установка для прошивки отверстия с лазерным лучом. А/с. № 965677.
- Котляров, В. П. и др. Справочник по технологии лазерной обработки. — Киев, Техника, 1985. — 167 с.
