





В данной статье дано определение «прорывной» технологии производства интегральных схем. Проведен баланс увеличения цены за счет роста интеграции связанный с совершенствованием технологии и затрат на процесс его осуществления. А также рассмотрены тенденции развития современной элементной базы.
Микросборка (МСБ) состоит из интегральных схем (ИС), корпусов или кристаллодержателей, подложек или печатных плат. Каждый компонент в своем эволюционном развитие принимает различные конструктивные варианты, но объединяющим является стремление к росту интеграции. Этот рост обусловлен необходимостью улучшения функциональных возможностей изделий и достигается улучшением их качества и интеграций технологического процесса. Указанные изменения возможны при ужесточении норм проектирования. Спроектированные по новым нормам и изготовленные по новому процессу изделия обладают показателями качества, обеспечивающими конкурентноспособность на глобальном рынке, а технологический процесс гарантирует их приемлемую стоимость. Целесообразно определить закономерности и причины указанных изменений.
Определяющим компонентом МСБ является ИС. Именно в ИС происходит процесс формирования и преобразования электрического сигнала. Тенденция к росту интеграции в ИС носит долговременный характер. (Табл 1)[1].
Таблица 1
Изменение параметров сверх больших интегральных схем (СБИС) при росте интеграции во времени
|
Параметр СБИС |
1992 |
1995 |
1998 |
2001 |
2004 |
2007 |
|
|
Топологический размер, Мкм |
США РФ |
0,5 2 |
0,35 1,5 |
0,25 0,8 |
0,18 0,4 |
0,12 0,35 |
0,1 ? |
|
Число элементов в процессоре |
США РФ |
300К 50К |
800К 60К |
2М 200К |
5М 400К |
10М 800К |
20М ? |
|
Бит/кристалл, SRAM |
США РФ |
4М 64К |
16М 256К |
64М 1М |
256М 4М |
1G 16M |
4G ? |
|
Диаметр пластин, Мм |
США РФ |
200 100 |
200 100 |
400 150 |
400 200 |
400 200 |
400 ? |
|
Размер кристалла (мм²) Логика, микропроцессоры |
США РФ |
250 100 |
400 125 |
600 150 |
800 200 |
1000 400 |
1250 ? |
|
Плотность дефектов, (дефект/см²) |
США РФ |
0,1 1 |
0,05 0,3 |
0,03 0,1 |
0,01 0,05 |
0,004 0,03 |
0,002 ? |
|
Себестоимость пластин, ($/см²) |
США РФ |
4 1,3 |
3,9 0,9 |
3,8 1,0 |
3,7 2 |
3,6 1,95 |
3,5 ? |
|
Количество слоев разводки
|
США РФ |
3 2 |
4-5 2 |
5 3 |
5-6 4 |
6 4-5 |
6-7 ? |
На рис.1 показан экспоненциальный характер изменения характеристик качества ИС: А дж, работы, затрачиваемой на единицу информации, τ – времени переключения изделия. Конструктивным фактором, определяющим эти изменения, является минимальный размер элемента ИС. – В min, который также (рис. 2) изменяется по экспоненциальному закону с годовым спадом 13%. Меняются зависимые от него размеры кристалла и функциональная плотность (вентиль/кристалл, битт/на кристалл)[2]. Указанные изменения характеристик качества для ИС цифровой техники обусловлены уменьшением параметров конструкции. Но чтобы произошли эти изменения, требуется улучшить технологический процесс: понизить плотность повреждающих дефектов. Производство изделий будет оставаться при данной площади кристалла не конкурентоспособным, пока не будет снижена плотность повреждающих дефектов [3]. Улучшению качества технологии (уменьшению плотности повреждающих дефектов) также способствует применение пластин большего диаметра.
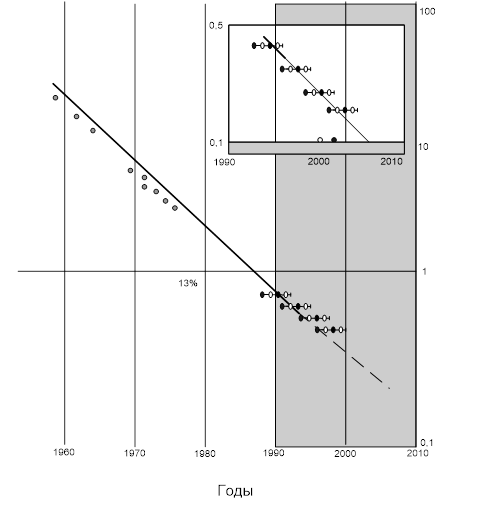
Рис. 1 Экспоненциальный характер качества ИС
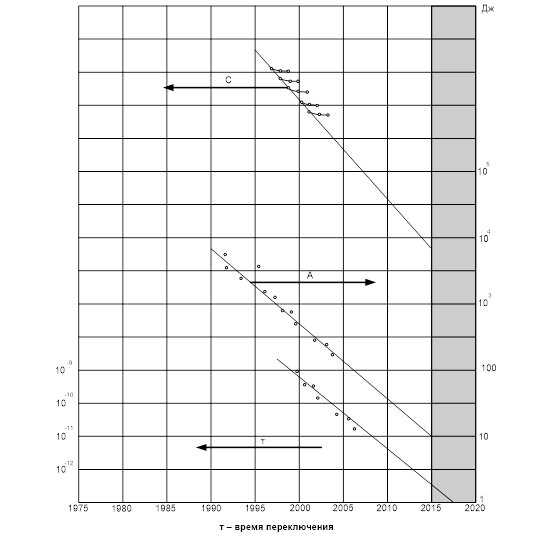
Рис. 2 Тенденция изменения качества ИС
Процесс, обеспечивающий снижение плотности повреждающих дефектов, принято считать «прорывным». Для «прорывного» процесса требуются значительно больших затрат, чем для типового процесса. Благодаря этим затратам изменилось качество процесса, как следствие качество проектирования. Так достижения в производстве топологических норм проектирования Bmin= 0,5 мкм требуется плотность повреждающих дефектов в соответствии с Табл. 1 0 ,1 деф/см², что в условиях США обеспечено переходом от островковой к полной автоматизации производства ИС. Для этого были созданы автоматизированные транспортные линии, позволяющие перемещать материальные потоки по технологическому маршруту СБИС. Для достижения топологических норм проектирования Bmin= 0,35 мкм обеспечено снижение плотности повреждающих дефектов 0,05 деф/см², что достигнуто изменением принципа организации производства. Переход от участкового принципа к микроцикловому, означающий частичный отказ от групповой и переход к индивидуальной обработке каждой пластины. Для обеспечения этого перехода создано кластерное оборудование и специальный пыленепроницаемый контейнер (СМИФ – контейнер). Обрабатываемые пластины передаются по технологическому маршруту от литографии до литографии в этом контейнере, и каждый цикл обработки реализуется в полностью изолированной от внешней среды системе в автоматическом режиме. На указанных этапах произошло переосмысление роли оборудования. Технологический процесс и оборудование для его реализации рассматриваются как единое целое для получения результата. Так, например, фирма Applied Materials является законодателям мод в оборудовании для микроэлектроники, но реализует она его вместе с технологией.
Зафиксированные закономерности являются частью или следствием более общего закона – закона развития общества. Характерной закономерностью развития общества является эволюционное экспоненциальное накопления информации. Обозначив количество информации через Q и рассматривая ее изменение во времени  , получим
, получим  . Равенство (1) обозначает пропорциональную связь скорости накопления новой информации и информации уже имеющейся в настоящее время Q. Закон эволюционного накопления информации описывается экспонентой
. Равенство (1) обозначает пропорциональную связь скорости накопления новой информации и информации уже имеющейся в настоящее время Q. Закон эволюционного накопления информации описывается экспонентой  (2)
(2)
Такая зависимость прослеживается со времени становления и развития полиграфии при изучении количества информации, заключенного в официальных изданиях [4].
Современные ИС (СБИС, УБИС) это основной инструмент накопления и переработки информации. Общество находит возможность совершенствования этого инструмента в соответствии с законом развития (2). Приведенные выше экспоненциальные закономерности изменения характеристик ИС интеграции и быстродействия являются следствием закона развития накопления информации. Рост скорости накопления информации обеспечивается ростом производительности инструмента его накопления – ИС. Производительность  пропорциональна числу элементов (транзисторов) и числу циклов функционирования каждого транзистора в единицу времени. Рост производительности ИС (dω) обеспечивает увеличение информации ().
пропорциональна числу элементов (транзисторов) и числу циклов функционирования каждого транзистора в единицу времени. Рост производительности ИС (dω) обеспечивает увеличение информации ().
Таким образом, закон накопления информации реализуется при помощи инструмента получения и переработки информации – ИС. Поэтому фиксируется совпадение законов развития ИС и общества. Удельная себестоимость изготовления ИС в зависимости от времени также падает по экспоненциальному закону (Рис. 1). При каждой смене топологических норм проектирования, это падение происходит скачкообразно. Момент очередного падения удельной себестоимости совпадает с подъемом цены и конкурентно способности изделия, т.е. с началом действия очередного «прорывного» процесса. Следовательно «прорывной» процесс может обеспечить снижение себестоимости. Но «прорывной» процесс включает повышение затрат на технические средства, новые материалы и т.д. Поэтому себестоимость должна казалось бы увеличиваться по сравнению с себестоимостью типового технологического процесса, однако очередное уменьшение плотности повреждающих дефектов привело к такому увеличению плотности элементов и функциональных возможностей изделия, что их прибавка обеспечила увеличение качества, а также цены за изделие. Попытки изменить удельную себестоимость изготовления в ведением элементов другого назначения (микромеханика) или расширением номенклатуры изделий не дают заметного ощутимого скачка качества, а следовательно цены изделия. Только скачок интеграции выводит ИС (изделие) на новый качественный уровень.
Между точками на оси времени, разделяющими «прорывные» процессы существует типов технологические процессы, на реализацию которых требуется традиционные затраты (расход на материалы, зарплату рабочим и обслуживающему персоналу). Эти затраты не затрагивают затраты на «прорывной» процесс, для реализации которого нужны новые технические средства (новое оборудование, новые специалисты, новые материалы). Эти средства вносятся разово в точке, соответствующей повышению конкурентоспособности продукции на глобальном рынке. С этой же точки начинается новый типовой процесс. Следовательно, существует себестоимость типового и «прорывного» процессов. На рис.1 отраженны изменения, обусловленные «прорывным» процессом. Переход к «прорывному» процессу, есть одновременно смена наших взглядов на оборудование. Оборудование, разработанное для данного технологического процесса и только для него. Как только «прорывной» процесс реализован, он становится типовым, пока ИС конкурентно способный на глобальном рынке.
Таким образом для «прорывного» технологического процесса требуются единовременные затраты, а для типового затраты, распределенные во времени.
Скачок показателей качества ИС, который реализуется в результате выполнения «прорывного» процесса, нужно рассматривать достаточно широко. Сюда входит такая характеристика качества как интенсивность отказов ИС одна из характеристик надежности, определяющая условия эксплуатации. Себестоимость эксплуатации 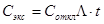 , где Сотк – стоимость отказа,
, где Сотк – стоимость отказа,  - интенсивность отказов, t – время эксплуатации. В случае выполнения «прорывного» процесса изменения стоимости эксплуатации
- интенсивность отказов, t – время эксплуатации. В случае выполнения «прорывного» процесса изменения стоимости эксплуатации  , происходит уменьшение интенсивности отказов в следствии реализации «прорывного» процесса. Таким образом эффект от прорывного процесса
, происходит уменьшение интенсивности отказов в следствии реализации «прорывного» процесса. Таким образом эффект от прорывного процесса  , где ΔЦ – приращение цены за счет изменения показателей качества, ΔС экс – уменьшение затрат на его эксплуатацию, ΔС изг – увеличение затрат на изготовление изделия.
, где ΔЦ – приращение цены за счет изменения показателей качества, ΔС экс – уменьшение затрат на его эксплуатацию, ΔС изг – увеличение затрат на изготовление изделия.
Отличительным признаком конструктива современных МСБ является наличие корпусированных или бескорпусных ИС, размещенных на многослойной подложке или на печатной плате.
Рост интеграции МСБ достигается применением ИС, полученных в результате «прорывного» процесса, а также корпусов или кристаллодержателей, подложек или печатных плат, которые также возможно изготавливают по «прорывным» процессам. Об этом свидетельствуют данные таблицы 2. Изменения, происходящие с кристаллами и микропроцессорами идентичны, кроме показателя максимальной рассеиваемой мощности. Он показывает, что величина отводимой мощности от кристалла в корпусе или кристаллодержателей растет с увеличением интеграции микропроцессора.
Рис. 3 Развитие современной элементной базы
Корпуса и кристаллодержатели в своем эволюционном развитии проходят стадии уменьшения габаритных размеров. Одновременно с совершенствованием классических семейств корпусов постоянно ведется поиск новых направлений техники корпусирования [5-10].
Широко используемые в настоящее время малогабаритные пластмассовые корпуса PLCC (Plastic Leaded Chip Carrier) и QFP (Quad Flat Pack) с выводами в форме «крыла чайки» или в виде буквы «j», а также керамические LDCC (Leaded Ceramic Chip Carrier) не всегда удовлетворяют все возрастающим требованиям. Поэтому разработка новых корпусов для поверхностного монтажа стала столь же важной, как и разработка самих ИС. Особенно это касается современных СБИС, являющихся основой современной РЭА (прежде всего вычислительной техники).
Несмотря на значительные достижения в микроминиатюризации корпусов использование самого современного корпуса приводит к потере необходимой площади поверхности платы, которые можно оценить как двух или трехкратную дезинтеграцию по сравнению с прямым монтажом кристаллов СБИС на поверхность платы методами проволочного монтажа. Поэтому, например, разработчики больших компьютерных систем и спецрадиоэлекронных устройств, функциональные характеристики которых непосредственно связаны с компактностью аппаратуры, исчерпав все резервы увеличения плотности упаковки на основе корпусной элементной базы, стали использовать бескорпусные кристаллы СБИС. Сегодня широко применяются такие методы установки и монтажа кристаллов СБИС на подложке [10]:
- метод проволочного монтажа, базируется на закреплении самого кристалла на подложке с помощью эластичных клеёв и разваривания межсоединений кристалл-подложка с помощью Au-проводников (Chip-and-Wire Technology-CWT);
- метод перевернутого кристалла основан на соединении контактной площадки с помощью шарика припоя одним из групповых методов пайки (Flip Chip);
- метод монтажа СБИС на ленточном носителе - (Tape Automated Bonding) - бескорпусные СБИС устанавливаются на ленточный носитель, являющийся для СБИС средством механической защиты и транспортирования. Этот метод обеспечения электрического соединения между кристаллом и изделием известен как корпус TCP. Ленточный носитель изготавливается из термопластических и термоактивных смол класса полиэфиров и полиимидов. Полимерный ленточный носитель имеет «паучковые» выводы, которые присоединяются к контактным площадкам кристаллов.
В процессе конструирования ФУ решают следующие основные задачи:
- увеличение рассеиваемой мощности;
- защиту конструкции от влияния факторов внешней среды;
Задача обеспечения теплового режима ФУ и МСБ решается путем теплового расчета в комплексе всего блока, однако существуют и некоторые общие установки по размещению элементов на печатной плате и самих ячеек в блоке:
- наиболее теплонагруженные навесные СБИС располагаются по периметру печатной платы;
- при применении СБИС с высоким тепловыделением под их корпусами проводят теплоотводящие шины, соединенные в общий коллектор тепла;
- вертикальное расположение самих ФУ в блоке всегда предпочтительнее горизонтального.
Увеличение интеграции микросборок, а следовательно, и площади самих подложек при постоянстве их толщины, опять-таки создает опасность их растрескивания от ударов и вибраций. Чтобы выполнить требования защиты конструкции от механических резонансов, усталостных напряжений, линейных перегрузок, в конструкциях ячеек IV поколения используют те же металлические рамки, но характерной чертой их профиля является наличие ребер жесткости и окон, а сами ФУ и печатные платы клеят к этим рамкам антивибраци







 онными компаундами типа КТ-102 или «Эластосил» для уменьшения коэффициентов динамичности рамок.
онными компаундами типа КТ-102 или «Эластосил» для уменьшения коэффициентов динамичности рамок.
Основными конструктивными элементами многослойных подложек и печатных платы являются изоляционное основание, переходы со слоя на слой, контактные площадки и проводники. Эти элементы необходимы и достаточны для полного представления печатной платы. Все печатные платы в зависимости от степени гибкости диэлектрического основания могут быть жесткими, гибкими или комбинированными – жестко–гибкими.
Многослойная подложка или печатная плата является основным компонентом микросборок. Их эволюционные изменения обусловлены стремлением обеспечить высокую интеграцию микросборки. Изменения компонентов достигается выбором их конструктивно-технологического варианта. Конструктивные размера элементов подложек и печатных плат реализуются при учете свойств (электрофизических характеристик) проводников и диэлектрических оснований. Существуют различные требования к печатным платам (конструктивные, электрические, технологические, устойчивости к климатическим, механическим и иным внешним воздействиям), обусловленные необходимостью роста интеграции микросборок, в которых они применяются. В большинстве своем эти требования регламентируются действующей нормативно–технической документацией [11–17].
В таблице 3 приведены требования к минимальным геометрическим размерам и точности их позиционирования [11–12].
Таблица 3
Классы точности печатных плат
|
Элементы печатного монтажа |
Класс точности печатной платы |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Наименьшая номинальная ширина проводника, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,10 |
|
Наименьшее номинальное расстояние между проводниками, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,10 |
|
Минимально допустимая ширина контактной площадки, мм |
0,30 |
0,20 |
0,10 |
0,05 |
0,025 |
|
Отношение номинального диаметра наименьшего металлизированного отверстия к толщине печатной платы |
0,40 |
0,40 |
0,33 |
0,25 |
0,20 |
|
Предельное отклонение ширины проводника, контактной площадки и др. (без покрытия), мм |
±0,15 |
±0,10 |
±0,05 |
±0,03 |
0; – 0,03 |
|
Предельное отклонение ширины проводника, контактной площадки и др. (с покрытием), мм |
+0,25; – 0,20 |
+0,15; – 0,210 |
±0,10 |
±0,05 |
±0,03 |
|
Позиционный допуск расположения печатного проводника относительно соседнего элемента проводящего рисунка (наружные слои), мм |
0,20 |
0,10 |
0,05 |
0,03 |
0,02 |
|
Позиционный допуск расположения печатного проводника относительно соседнего элемента проводящего рисунка (внутренние слои), мм |
0,30 |
0,15 |
0,10 |
0,08 |
0,05 |
Современные печатные платы уже давно вышли за рамки этой таблицы. Поэтому конструкторы и технологи вынуждены использовать несуществующие гипотетические понятия в соответствии с которыми можно было бы добавить 6 и 7 класс точности (таблица 4).
Таблица 4
Требования к печатным платам
|
Характеристика |
2004 |
2005 |
2006 |
2007 |
|
Ширина проводников / зазор между проводниками |
50 мкм |
38 мкм |
32 мкм |
25 мкм |
|
Микропереходы |
50 мкм |
40 мкм |
35 мкм |
25 мкм |
|
Контактные площадки |
150 мкм |
140 мкм |
120 мкм |
110 мкм |
|
Толщина диэлектрика |
30 мкм |
30 мкм |
25 мкм |
20 мкм |
Применение новой элементной базы влияет на топологические нормы проектирования многослойных подложек. Существующие и прогнозируемые нормы проектирования приведены в таблицах 5-6 [15].
Таблица 5
Тенденции изменения ширины проводников / расстояния между ними (мкм)
|
Тип |
2004 г. |
2006 г. |
2008 г. |
2010 г. |
2012 г. |
2014 г. |
|
«Надстройка» |
40/40 |
30/30 |
30/30 |
20/20 |
20/20 |
15/15 |
|
Ядро |
50/50 |
40/40 |
35/35 |
35/35 |
35/35 |
35/35 |
|
Пленка |
25/25 |
20/20 |
20/20 |
15/15 |
15/15 |
15/15 |
|
Керамика |
75/75 |
75/75 |
50/50 |
50/50 |
50/50 |
50/50 |
Таблица 6
Минимальный диаметр отверстия/контактной площадки (мкм)
|
Тип |
Описание |
2004 г. |
2006 г. |
2008 г. |
2010 г. |
2012 г. |
2014 г. |
|
«Надстройка» |
В ядре |
100/150 |
100/150 |
100/140 |
100/140 |
100/140 |
100/140 |
|
MVH-Laser |
60/110 |
60/110 |
40/80 |
40/80 |
40/80 |
30/70 |
|
|
MVH-Photo |
80/120 |
80/120 |
80/120 |
80/120 |
80/120 |
80/120 |
|
|
Основа |
75/230 |
75/180 |
50/170 |
50/170 |
50/170 |
50/170 |
|
|
Пленка |
80/130 |
80/130 |
50/90 |
50/90 |
50/90 |
30/60 |
|
|
Керамика |
75/75 |
75/75 |
75/75 |
50/50 |
50/50 |
50/50 |
|
Число слоев в печатных платах достигает 40, размеры печатных плат до 450х450 мм, толщина до 6 мм [16-17]. Уменьшение ширины проводников и зазоров между ними всегда было магистральным направлением в развитии технологии изготовления печатных плат. Это позволяет увеличить количество трасс на каждом слое печатной платы. Уменьшение размеров, как проводников, так и зазоров между ними определяется также требованиями к электрическим характеристикам схем микросборок (снижение уровня перекрестных помех и шумов, формирование требуемого волнового сопротивления и др.) [18].
Существенного увеличения плотности межсоединений можно достигнуть уменьшением размеров отверстий и контактных площадок или исключение контактных площадок. Реальный пример – в рельефных печатных платах исключение контактных площадок позволило реализовать такую плотность монтажа, которая эквивалентна 6-8 слоям многослойных печатных плат [11].
При производстве современных многослойных подложек и печатных плат применяются различные органические и неорганические материалы для формирования диэлектрических оснований (таблица 7 [10]).
Таблица 7
Материалы для изготовления ПП и многослойных подложек и их основные характеристики
|
Материал |
Диэлектрическая проницаемость на частоте 1,0 МГц |
Температурный коэффициент линейного расширения, х10-6 град-1 |
Коэффициент теплопроводности, Вт/(м·град) |
Примечание |
|
Эпоксидная смола – стеклотекстолит |
4,5 – 5,0 |
14,0 – 18,0 |
0,16 |
Изделия бытовой техники, устройства широкого применения |
|
Полиимид - стекловолокно |
3,8 – 4,5 |
15,0 – 18,0 |
0,38 |
Специальные изделия с повышенной плотностью монтажа, в том числе МКМ |
|
Аннодированный алюминиевый сплав |
6,0 – 7,0 |
18,0 |
200,00 |
Мощные устройства, в том числе быстродействующие МКМ |
|
Нитрид алюминия |
5,0 – 8,8 |
1,5 – 7,0 |
Более 220,00 |
Мощные и СВЧ устройства для МЭА, работающей в экстремальных условиях |
|
Керамика на основе нитрида кремния |
6,8 – 12,0 |
2,8 – 3,2 |
40 – 80 |
Мощные устройства, специальные вычислительные устройства, МКМ |
Как видно из таблицы 7 материалы с высокой теплопроводностью при допустимых потерях способствуют решению проблем теплоотвода в микросборках. Низкая диэлектрическая проницаемость материала обеспечивает высокую точность позиционирования элемента и низкие значения времени задержки, вследствие уменьшения емкости проводников. Рост быстродействия микросборок выполняется выбором подложек и печатных плат с низкими значениями e и tg d.
Выполнение многоуровневых межсоединений в многослойных структурах (сквозных, слепых) позволяет увеличить коэффициент использования площади внутренних слоев многослойных печатных плат и разместить эти элементы внутри печатной платы.
По мере развития техники конструктивные размеры элементов печатных плат и многослойных подложек все более приближаются к аналогичным параметрам ИС. И если говорить о прецизионности, то печатным платам, очевидно, суждено быть вечно вторыми. Но в этом отставании имеются и положительные стороны – имеется возможность заимствовать и/или творчески перерабатывать новые конструктивно-технологические решения.
Заключение
1. Рост интеграции цифровых микросборок происходит по законам, определяемым возможностями технологии компонентов: ИС, корпусов, подложек. Удельные характеристики ИС: работа затрачиваемая на бит информации, время задержки – при росте интеграции уменьшаются, функциональная плотность растет. Последние достигается уменьшением минимального геометрического размера элемента, а обеспечивается совершенствованием технологического процесса, т.е. уменьшением плотности повреждающих дефектов. Каждая ступень уменьшения этого параметра достигается разработкой нового «прорывного» процесса. «Прорывной» процесс содержит новые методы и оборудование, специалистов по обслуживанию этого оборудования, новые материалы. При этом затраты на «прорывной» процесс вносятся единоразово. Проведен баланс увеличения цены за счет роста интеграции связанный с совершенствованием технологии и затрат на процесс его осуществления.
2.. Возможности изменения технологии корпусов и подложек проявились не так отчетливо как в ИС. Рост интеграции влияют на параметры качества этих изделий. Однако, нет определенного параметра качества технологического процесса, изменение которого реализовалось «прорывным» процессом. Как правило, таких параметров несколько. Поэтому трудно указать причины, устранение которых обеспечит улучшение технологии и соответственно параметров качества изделий.
3. Современные ИС (СБИС, УБИС) это основной инструмент накопления информации. Общество находит возможность совершенствование этого инструмента в соответствие с законом развития общества. Закономерности эволюции параметров ИС, определяющих их производительность, совпадают с законом накопления информации обществом.
Литература
1. Горнев Е.С. Промышленная субмикронаая технология СБИС. Диссертация в виде научного доклада на соискание степени доктора технических наук – М. НИИМТИ 2002 г.
2. Сейсян Р.П. Скрытый кризис в микроэлектронике. Окно в микромир Санкт-Петербургский государственный технический университет – Интернет.
3. Богданов Ю.И., Богданова Н.А., Дихунян В.А., Романова А.А. Статистический контроль потока партий в полупроводниковом производстве. Всероссийская научно техническая конференция «Электроника». Тезисы докладов М. МИЭТ 2001.
4. Налимов Наукометрия М Наука 1969.
5. Романов В. Корпуса ИС, поверхностный монтаж // Электронные компоненты и системы №2,1998. - С. 22 - 24.
6. Грачев А., Малиновский Н. Поверхностный монтаж и демонтаж микросхем в корпусах BGA и CSP // Электронные компоненты и системы 2002. -С. 38-42.
7. Ермолович А. Корпуса микросхем и поверхностный монтаж. Корпуса микросхем и некоторые особенности их монтажа // Электронные компоненты и системы №4,1998. - С. 33 - 41.
8. IMRAD. Импортные электронные компоненты. Каталог. 2007.
9. VD MA1S. Электронные компоненты и системы. Каталог продукции. 2007.
10. Заводян А.В., Грушевский А.М. Проверхностный монтаж для производства высокоплотных электронных средств. // Москва 2006
11. ГОСТ 10317– 79. Платы печатные. Основные размеры.
12. ГОСТ 23751– 86. Платы печатные. Основные параметры конструкции.
13. ГОСТ 23752– 79. Платы печатные. Общие технические условия.
14. ГОСТ Р 50621– 93. Платы печатные одно– и двухсторонние с неметаллизированными отверстиями. Общие требования и нормы конструирования.
15. ГОСТ Р 50622–93. Платы печатные двухсторонние с металлизированными отверстиями. Общие технические требования.
16. ГОСТ Р 51040– 97. Платы печатные. Шаги координатной сетки.
17. Галецкий Ф.П. Этапы развития печатных плат в ИТМ и ВТ им.С.А. Лебедева // Экономика и производство. 2001. № 1.
18. Медведев A.M. Печатные платы. Конструкции и материалы. М.: Техносфера, 2005.
Таблица 2
Тенденции эволюции микропроцессоров ЭУ
|
Характерный показатель |
годы |
|||||||
|
1999 |
2000 |
2002 |
2004 |
2008 |
2011 |
2014 |
2016 |
|
|
минимальный топологический размер, нм |
180 |
150 |
130 |
90 |
70 |
50 |
45 |
< 40 |
|
максимальное число слоев коммутации сигналов,шт. |
6-7 |
6-7 |
7 |
7-8 |
8-9 |
9-10 |
10 |
10-11 |
|
максимальный размер кристалла,мм2 |
340 |
360 |
430 |
520 |
620 |
790 |
790 |
> 1000 |
|
максимальное количесво выводов кристалла |
615 |
> 615 |
1000 |
> 1000 |
150 |
> 1500 |
> 1700 |
> 1800 |
|
максимальное количество транзисторов в кристалле, х106 |
9-28 |
42-60 |
80-100 |
125-175 |
200-250 |
300-380 |
500-700 |
> 700 |
|
максимальная тактовая частота,ГГц |
0,5-1,0 |
1,1-1,5 |
1,6-3,0 |
3,0-6,5 |
14-30 |
50-100 |
200-700 |
> 1000 |
|
Максимальный объем кэш-памяти, Мбайт |
0,6 |
1 |
2,5 |
5,5 |
24 |
60 |
100 |
> 100 |
|
Максимальная рассеиваемая мощность, Вт |
30 |
50 |
90 |
120 |
160 |
175 |
186 |
>190 |
|
Преимущественно используемый тип корпуса (или полукорпусированной конструкции) |
Микро- PGA; PPGA; SPGA; PQFP; BGA |
Микро- PGA; SPGA; FC-PGA; BGA; TCP |
FC-PGA; BGA; mBGA; CSP; TCP; (TAB) |
CSP (варианты различных конструкций по типу BGA); TCP (TAB) |
CSP (варианты); TCP |
CSP (варианты); TCP (TAB) (возможны варианты 2D,3D) |
CSP (варианты); TCP (TAB) (возможны варианты 2D,3D) |
CSP (варианты); TCP (МКМ) (возможны варианты 2D,3D) |
