





Исследовательская работа была проведена в условиях учебной лаборатории «ТИТЛП» при выработке пряжи линейной плотности 29 текс на кольцепрядильной машине Zinser 350. Для выработки пряжи использовалось хлопковое волокно 5 типа II сорта класса «Яхши». Были изучены физико-механические показатели полуфабрикатов по переходам прядильного производства и рекомендован оптимальный вариант параметров приёмного барабана чесальной машины.
The research work was carried out in the conditions of the laboratory «TITLI» in the produced of a yarn of a linear density of 29 tex on a ring spinning machine Zinser 350. To produce yarn used cotton fiber 5 Type II grade class «Good».Physico-mechanical parameters of semifinished products for transitions of spinning production have been studied and the optimum variant of the parameters of the licker-in of the carding machine has been recommended.
Сегодня Узбекистан — один из важных мировых производителей натуральных текстильных волокон, хлопчатобумажной ткани и трикотажа. Привлекательность отрасли для иностранных инвесторов обусловлена множеством факторов. Среди них доступность и стабильность сырьевой базы, а именно, хлопкового волокна высокого качества, доступные цены на энергоносители, квалифицированная и недорогая рабочая сила, развитая инфраструктура производства и логистики, системы финансовых и правовых услуг, емкие и неохваченные перспективные рынки сбыта в регионе.
В современном мире легкая промышленность обладает одним из самых высоких рейтингов среди отраслей, осуществляющих экспорт. Она имеет самый широкий спектр номенклатуры экспортируемых товаров — от пряжи до готовой продукции (швейные и трикотажные изделия). С этой точки зрения экспортный потенциал отрасли весьма масштабен, а Современный Узбекистан ежегодно наращивает темпы в сфере структурных преобразований текстильной промышленности. Проводимые мероприятия способствуют росту конкурентоспособности производимой продукции не только на внутреннем, но и на мировом рынке. Для поддержания конкурентоспособности отечественной продукции необходима постоянная работа, направленная на повышение её качества. Качество текстильных изделий в большой степени зависит от равномерности, чистоты и прочности пряжи, качество которой зависит от способов её подготовки. В кардной кольцевой системе прядения чесальная машина является последней машиной, на которой происходит очистка волокнистого материала, поэтому так важно выбрать оптимальные параметры наладки её отдельных узлов. Определяющим фактором в формировании качественных показателей питающего полуфабриката является процесс кардочесания как основной процесс разделения комплексов волокон на отдельные волокна и очистки их от сорных примесей.
В результате теоретических и экспериментальных исследований выбраны оптимальные параметры приемного барабана при высокоскоростном чесании на чесальных машинах типа DK 903.
Для решения поставленных в работе задач проведены экспериментальные исследования по проектированию свойств и параметров узла питания чесальной машины.
Исследования проводились в условиях учебной лаборатории «ТИТЛП» при выработке пряжи линейной плотности 29 текс на кольцепрядильной машине Zinser 350 фирмы «Truetzschler».
Для выработки пряжи использовалось хлопковое волокно 5 типа II сорта класса «Яхши».
Чесальная лента всех вариантов протестирована на приборе USTER TESTER 5M. Результаты тестирования приведены в таблице 1.
Для характеристики процесса чесание используется коэффициент К=Сф/Сu, где Сф — фактический коэффициент массы ленты по сечению, %; Cu — коэффициент вариации идеальной чесальной ленты, %.
Таблица 1
Показатели качества чесальной ленты
|
№ |
Наименование показателей |
Варианты |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
1 |
Линейная плотность, ктекс |
5,0 |
5,2 |
5,13 |
5,1 |
5,0 |
5,2 |
5,0 |
5,14 |
5,0 |
|
2 |
Номер метрический |
0,2 |
0,192 |
0,195 |
0,196 |
0,2 |
0,192 |
0,2 |
0,195 |
0,197 |
|
3 |
Коэффициент вариации по отрезкам, % 1м 3м 5м |
1,04 0,76 0,62 |
0,88 0,64 0,53 |
1,08 0,78 0,65 |
1,22 0,88 0,73 |
1,2 0,87 0,72 |
1,27 0,92 0,76 |
1,32 0,96 0,79 |
1,29 0,94 0,77 |
1,36 0,99 0,82 |
|
4 |
Неровнота по сечению, % —линейная, Um |
2,71 |
2,58 |
2,80 |
2,93 |
2,88 |
3,12 |
3,26 |
3,21 |
3,40 |
|
- коэффициент вариации. Сm |
3,42 |
3,25 |
3,53 |
3,69 |
3,62 |
3,93 |
4,11 |
4,04 |
4,28 |
|
|
-Уровень UST |
68 |
65 |
71 |
74 |
73 |
79 |
83 |
81 |
86 |
|
|
5 |
Теоретическая (идеальная) неровнота чесальной ленты по сечению, Cu % |
0,5949 |
0,586 |
0,5875 |
0,5891 |
0,5949 |
0,583 |
0,5940 |
0,5868 |
0,5903 |
|
6 |
Коэффициент К, характеризирующий процесс сечения |
5,75 |
5,6 |
6,0 |
6,3 |
6,0 |
6,7 |
6,9 |
6,9 |
7,3 |
|
7 |
Оценка процесса, чесания |
хор |
хор |
хор |
хор |
хор |
удов |
удов |
удов |
удов |
Пределом снижения неровноты чесальной ленты можно считать идеальной неровноту Cu [2].
Идеальная неровнота чесальной ленты определяется закономерностью Пуассона по формуле
![]() ,
,
где n — число волокон в сечении ленты.
![]()
Подсчитанное значение Cu для каждого варианта приводится в таблице 2.
Считают, что при К=4,5–6,5 технологический процесс на чесальной машине протекает хорошо, при 6,8–8,0 удовлетворительно, при К=8,5 и выше плохо.
Из таблицы 1 видно, что в вариантах 1–5 технологический процесс оценивается как «хороший», т. е. при частоте вращения приемного барабана 1950 об/мин на всех выбранных разводках; с снижением частоты до 1850 об/мин процесс считается хорошим при разводках 0,005–0,007 дюймов, а при разводке 0,009 дюймов удовлетворительным. С уменьшением частоты вращения до 1750 об/мин процесс чесания на всех разводках оценивается как «удовлетворительный». Зависимость неровноты чесальной ленты по длинным (1м) отрезкам и по сечению от параметров узла приемного барабана наглядно видна на рис.1.
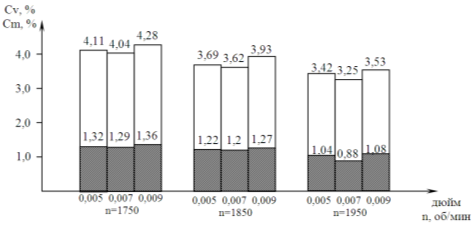
Рис.1. Зависимость неровноты чесальной ленты от параметров настройки узла приемного барабана.
|
– коэффициент вариации по 1 м отрезкам, С %. |
|
|
|
– коэффициент вариации по сечению, Сm %. |
Из таблицы 1 также видно, что неровнота чесальной ленты по сечению при частоте вращения 1750 об/мин (варианты 7, 8, 9) отвечает требованиям 81–86 % уровня по Устер статистик, а уровень чесальной ленты 1, 2, 3 вариантов (n=1950 об/мин) значительно ниже — 65–71 %, что говорит о лучшей структуре чесальной ленты.
Из чесальной ленты каждого варианта в один ленточный переход наработана экспериментальная ровница.
Результаты тестирования ленты и ровницы на приборе USTER TESTER 5M приведены в таблице 2.
Из таблицы 2 следует, что распределение массы волокон по сечению ленты и ровницы 1–3 вариантов соответствует нормальному закону распределения (норма Сm/Um=1,25). В вариантах 4–6 некоторая асимметрия распределения Сm/Um=1,256–1,257, а в вариантах 7–9 асимметрия распределения увеличивается до 1,26–1,261.
Таблица 2
Показатели качества ленты ировницы
|
№ |
Наименование показателей |
Варианты |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
1 |
Лента с ленточной машины |
|||||||||
|
-линейная плотность, ктекс |
5,0 |
5,01 |
5,0 |
5,02 |
5,0 |
5,1 |
5,05 |
5,09 |
5,0 |
|
|
-коэффициент вариации по отрезкам длиной 1м |
0,81 |
0,69 |
0,84 |
0,95 |
0,92 |
0,98 |
1,03 |
1,02 |
1,1 |
|
|
3м |
0,59 |
0,50 |
0,61 |
0,69 |
0,67 |
0,71 |
0,75 |
0,75 |
0,80 |
|
|
5м |
0,48 |
0,41 |
0,49 |
0,56 |
0,54 |
0,58 |
0,61 |
0,60 |
0,65 |
|
|
-неровнота по сечению: - линейная Um, % |
2,40 |
2,29 |
2,48 |
2,60 |
2,65 |
2,77 |
2,89 |
2,85 |
3,02 |
|
|
- коэффициент вариации Сm, % |
3,0 |
2,86 |
3,1 |
3,26 |
3,32 |
3,48 |
3,64 |
3,59 |
3,81 |
|
|
Отношение Сm/ Um |
1,252 |
1,251 |
1,252 |
1,255 |
1,254 |
1,256 |
1,261 |
1,260 |
1,261 |
|
|
2 |
Ровница |
|||||||||
|
-линейная плотность, текс |
678 |
676 |
676 |
673 |
673 |
675 |
676 |
675 |
673 |
|
|
-коэффициент вариации по отрезкам длиной 1м |
1,81 |
1,8 |
1,82 |
1,9 |
1,88 |
1,93 |
2,01 |
2,0 |
2,4 |
|
|
3м |
1,39 |
1,4 |
1,45 |
1,46 |
1,45 |
1,48 |
1,55 |
1,54 |
1,85 |
|
|
неровнота по сечению: —линейная, Um |
4,21 |
4,08 |
4,20 |
4,51 |
4,44 |
4,51 |
4,76 |
4,68 |
4,82 |
|
|
- коэффициент вариации, Сm |
5,28 |
5,11 |
5,27 |
5,66 |
5,58 |
5,73 |
6,01 |
6,00 |
6,1 |
|
|
отношение Сm/ Um |
1,253 |
1,252 |
1,254 |
1,256 |
1,256 |
1,271 |
1,26 |
1,26 |
1,26 |
|
Увеличение значения показателя асимметрии распределения возможно от периодических или случайных воздействий разных факторов, в том числе от групповых сдвигов волокон в вытяжных приборах, что возможно при использовании чесальной ленты из недостаточно распутанных, очищенных и неравномерно распределенных волокон по длине чесальной ленты. Лучшая неровнота ровницы по длинным отрезкам и по сечению во 2-ом варианте (n=1950, R=0,007 дюйм) отвечает требованиям 30 % уровня по Ust, наименее оптимальная неровнота ровницы в 9-ом варианте (n=1750, R=0,009 дюйм) отвечает требованиям 45 % уровня по Ust.
Таким образом, можно сделать вывод, что с увеличением частоты вращения третьего приемного барабана и одновременной установке минимально возможной разводки между приемным и главным барабанами неровнота полуфабрикатов уменьшается, что способствует к выработке наиболее качественной пряжи, у которой коэффициент вариации по разрывной нагрузке снижается. Наиболее оптимальными параметрами настройки приемного барабана являются: частота вращения приемного барабана — 1950 об/мин, разводка между приемным и главным барабанами 0,007 дюйма (0,17мм).
Литература:
- В. К. Крючкова, С. С. Максудов и др. Пути повышения конкурентоспособности хлопкобумажной пряжи и тканей. Ташкент. ГФНТИ, 1993.
- С. Л. Матисмаилов, Р. З. Бурнашев, Л. А. Амзаев. Экспериментальное исследование условий взаимодействия гарнитуры с бородкой в узле премного барабана чесальной машины. Тезисы докладов «Научным разработкам широкое внедрение в практику», Иванова, 1988.
- Г. Б. Леонова, Л. П. Ладынина. Влияние засоренности волокна на качество пряжи. Сб.науч.тр. ЦНИХБИ, М: 1980.
- И. Г. Борзунов, К. И. Бадалов и др. Прядение хлопка и химических волокон, — М: Легпромбытиздат, 1986.
