





Достижение необходимой точности резания возможно на основе анализа структурной схемы взаимодействия всех факторов, влияющих на величину бокового отклонения режущей кромки тонкого пластинчатого ножа (рис 1.).
Боковое отклонение режущей кромки происходит под действием двух основных составляющих полного усилия резания R:
— нормальной составляющей силы резания R2, которая достигает максимального значения в крайних точках перемещения пластинчатого ножа;
— боковой составляющей силы резания R3, которая в идеальном случае равна 0, но в реальных условиях работы пластинчатого ножа проявляется случайным образом результат действия, имеющего место комплекса погрешностей;
— а также сил инерции Ри, достигающих максимального значения в крайних точках перемещения пластинчатого ножа и способных в условиях резонанса вызывать колебания режущего инструмента.
Нормальная составляющая Р2, как видно из рис.1., зависит от кинематических характеристик резальной машины (скоростей резания и подачи); состояния режущей кромки ножа, определяющего его режущую способность; комплекса структурно — механических и фрикционно — адгезионных свойств обрабатываемого материала; геометрических параметров, характеризующих форму и размеры заготовок.
На величину боковой составляющей R3 в значительной степени влияют отличия в качестве поверхности различных фасок лезвия и отклонения от номинального угла заострения, названные в целом фактором «погрешности заточки». Под погрешностями движения и позиционирования рабочих органов резальной машины, а также сборки ее узлов понимается совокупность всех отклонений от заданной формы, размеров и взаимного положения режущих органов (как пластинчатых ножей, так и ножевых рам), подающих и фиксирующих узлов машины, из-за которых направление сил резания R1 и подачи R2 не совпадает с продольной и поперечной осями симметрии пластинчатого ножа.
Боковая составляющая R3 действует в плоскости наименьшей жесткости тонкого пластинчатого ножа и в случае его недостаточной изгибной жесткости вызывает недопустимое отклонение режущей кромки от плоскости резания. Нормальная составляющая R2 силы резания воздействует на режущий инструмент в перпендикулярном направлении, т. е. плоскость ее действия в условиях нормальной работы ножа совпадает с плоскостью резания, но в случае недостаточной устойчивости плоской формы изгиба полотна вызывает выпучивание режущей кромки в боковом направлении.
Векторы между операторами «боковая составляющая» и «нормальная составляющая силы резания» показывают их взаимное влияние. Действительно, образование угла между плоскостью пластинчатого ножа и плоскостью резания при потере ножом устойчивости вызывает появление проекции нормальной составляющей R2 на боковое направление. Эта проекция суммируется с составляющей R3 и влияет на величину деформации ножа в плоскости наименьшей жесткости. В свою очередь наличие составляющей R3 меняет условия устойчивости ножа, нагруженного нормальной составляющей R2.

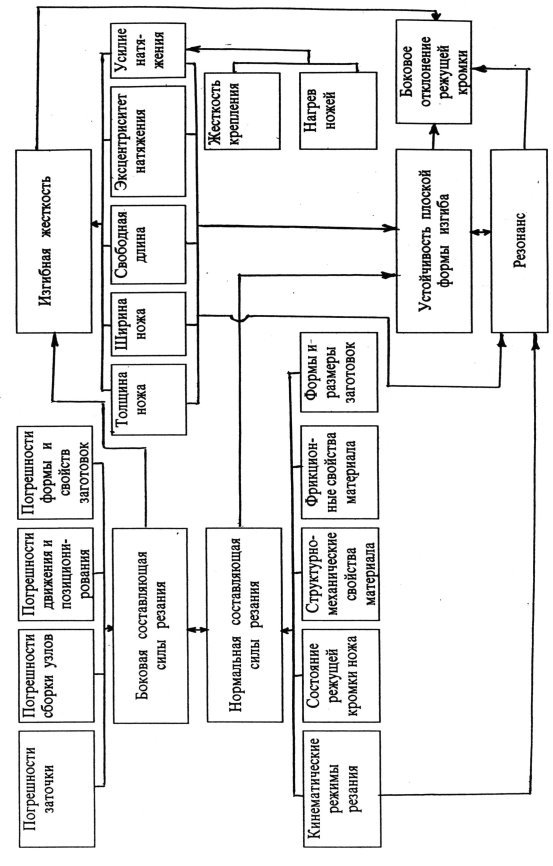
Из структурной схемы (рис. 1.) видно, что на характеристики изгибной жесткости и устойчивости плоской формы изгиба тонкого пластинчатого ножа влияют одни и те же выходные факторы: группа геометрических параметров (толщина ножа, ширина полотна, свободная длина) и группа параметров натяжения (величина усилия и эксцентриситет натяжения). Вместе с этим, как показывают исследования Терентьева О. М. [2,3], усилия натяжения зависят от возможного нагрева ножей и жесткости их крепления.
В процессе работы пластинчатого ножа возможно совпадение частоты его возвратно — поступательного движения с собственной частотой колебаний, приводящее, как известно [1] к явлению резонанса. В общем случае пластинчатый нож, как система с распределенными параметрами, имеет бесконечное число степеней свободы и основных частот собственных колебаний. Нож может совершать колебания по изгибной (стержневой), крутильной и пластинчатой формам, которые характеризуются числом и расположением узловых линий. Частота колебаний при заданной форме определяется напряженным состоянием полотна ножа. Проведенные по методу Хладни исследования [2,3] показали, что основной формой колебаний пластинчатых ножей является форма крутильных колебаний, характеризующаяся наличием продольной узловой линии и отсутствием поперечных.
Эти колебания, как показано в исследованиях, зависят от геометрических параметров пластинчатого ножа, его натяжения и кинематических режимов резания. Резонансные колебания могут приводить к значительным отклонениям режущей кромки от нормального положения и волнистой поверхности среза.
Динамика боковых перемещений пластинчатых ножей весьма сложна, управление ими затруднено случайным характером изменения структурно — механических и фрикционных свойств и размеров заготовок, а также значительным влиянием неконтролируемых погрешностей движения и позиционирования рабочих органов и заточки ножей. Отсюда видно, что количественные зависимости могут быть получены в оценочном виде лишь для некоторых блоков схемы. Тем не менее анализ взаимодействия факторов, влияющих на боковые перемещения пластинчатых ножей, позволяет наметить пути совершенствования процесса резания тонкими пластинчатыми ножами. Отсюда также видна необходимость экспериментальной проверки зависимостей, полученных данных и исследования влияния основных характеристик рабочего процесса резальных машин на показатели изгибной жесткости и устойчивости режущего инструмента.
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ
1. Артоболевский И. И. Теория механизмов и машин. — М.: Наука, 1975–640 с.
2. Терентьев О. М. и др. Жесткость и устойчивость пластинчатых ножей. –М.: Информ.сб. «Хлебпродинформ». Вып. 5–6,1996. –с 14–16.
3. Терентьев О. М. и др. Надежность рабочих органов резальных машин рамного типа. –М.: Информ.сб. «Хлебпродинформ», вып.1,1997. — с.8–11.
Уринов Насулло Файзуллаевич — кандидат технических наук, доцент кафедры «Технологии и оборудование» Бухарского инженерно — технологического института. Тел. (+99891) 442–71–57.
Саидова Мухаббат Хамраевна — старший преподаватель кафедры «Технологии и оборудование» Бухарского инженерно — технологического института. Тел. (+99893) 477–04 –01.
Убайдуллоев Алибек Яхшимуродович — студентБухарского инженерно — технологичского института. Тел. (+99893) 704–05–60.
Уринов Собир Насуллаевич — ассистенткафедры «Разработка и эксплуатация нефтяных и газовых месторождений» Ташкентского государственного технического университета.
