





В статье рассматривается один из видов крепежных элементов для фиксации закладных деталей в наружных стеновых панелях при конвейерном способе формования.
Ключевые слова: смещение закладной детали, наружные панели, фиксация закладной детали.
Введение. Линия циркуляции поддонов, как поточное производство, всегда проектируется индивидуально. Планирование движения материальных потоков и организация отдельных рабочих постов зависит от производимых изделий, факт, элементов плит перекрытия, двойных стен, массивных стен, сэндвич-панелей или фасадных элементов. На циркуляционных линиях можно также рационально производить и различные специальные изделия
За счёт разделения всего производственного процесса на отдельные рабочие этапы, достигается оптимальная организация производства. Для повышения экономичности, производство автоматизируется путём механизации отдельных рабочих постов и оснащения их компонентами автоматизации. Например, циркуляционные линии оснащаются бетонораздатчиками, опалубочными роботами и высокопроизводительными арматурными установками. Поскольку качество бетонных изделий определяет опалубка, то бортоснастка и формовочные поддоны проходят через устройство чистки и смазки поддонов. При этом бортоснастка чётко подобрана под существующие условия и под производственную линию.
Панельное домостроение развивается сегодня достаточно интенсивно. Как и любая другая технология, описываемая разрабатывает новые инженерные, конструкторские и планировочные решения. Например, сегодня практикуется строительство домов с фасадами без швов. Тогда как еще совсем недавно стала известна возможность использования технологий наружного утепления, которая предусматривает использование однослойных железобетонных панелей. Такая теплоизоляция не задерживает сдачу объекта в намеченный срок, так как подобные работы ведутся параллельно с монтажом инженерных коммуникаций и осуществлением внутренней отделки зданий.
Завершающим этапом наружной отделки становится использование полимерной, минеральной или декоративной шероховатой штукатурки. Такая перспектива панельного домостроения позволила придать постройкам
Термин TQM (Total quality management) или всеобщий менеджмент качества появился в 60-е годы для обозначения японского подхода к управлению компаниями. Этот подход предполагал непрерывное улучшение качества в различных сферах деятельности — производстве, закупках, сбыте, организации работы и пр. В современном понимании TQM рассматривают как философию управления организацией.
TQM не является ни системой, ни инструментом, ни процессом управления.
Всеобщий менеджмент качества включает в себя различные теоретические принципы и практические методы, инструменты количественного и качественного анализа данных, элементы экономической теории и анализа процессов, которые направлены на одну цель — непрерывное улучшение качества.
TQM можно определить, как подход к управлению организацией, сфокусированный на качестве. Качество достигается за счет вовлечения всего персонала в деятельность по совершенствованию работы. Целью повышения качества является удовлетворение потребителей и получение выгоды всеми заинтересованными сторонами (работники, владельцы, смежники, поставщики) и обществом в целом.
Статья. Сборные дома сегодня достаточно интенсивно поглощают рынок. Как и любая другая технология, разрабатывает новые технологии, конструкторские и планировочные решения. Например, сегодня практикуется строительство домов с фасадами без швов. Еще совсем недавно стала известна возможность использования технологий наружного утепления, которая предусматривает использование однослойных железобетонных панелей. Такая теплоизоляция не задерживает сдачу объекта в намеченный срок, так как подобные работы ведутся параллельно с монтажом инженерных коммуникаций и осуществлением внутренней отделки зданий.
Завершающим этапом наружной отделки становится использование полимерной, минеральной или декоративной шероховатой штукатурки. Такая перспектива панельного домостроения позволила придать постройкам современный вид, улучшить их теплоизоляционные характеристики и закрыть межпанельные стыки, ликвидировав мостики холода. При этом исключаются протечки, которые могли бы стать причиной промерзания наружных стен. Фасады получили индивидуальный внешний вид, теперь они могут обладать богатой цветовой гаммой и хорошо поддаются ремонту при необходимости. Столь быстрое распространение подобной технологии обусловлено еще и тем, что панели имеют более высокое качество по сравнению с монолитными конструкциями. Работа над качеством идут постоянно в разных направлениях. Одно из направлений для повышения производительности — это улучшения качества железобетонных изделий на стадии формования до выхода изделия в зону ремонта и приемки. Каждое отклонение — это следствие конкретных, однозначных причин. Только выявление и устранение этих причин может избавить предприятие от несоответствующей продукции.
Одно из распространённых отклонений, это выход закладных деталей из плоскости и смещение в плоскости. На данный период разработано много фиксирующих элементов опалубки в разных фирмах, к примеру немецкая фирма «Weckenmann» предлагает для быстрого крепления закладных деталей в изделиях интегрированные магниты (рис.1.)
На многих строительных заводах в наше время используется пенополистирол для образования открытой поверхности в узлах соединения закладных деталей или монтажных петель при панельном строительстве. Пенополистирол удобен в своем использовании, занимает мало времени для формирования формы любой геометрии, но есть и минусы у данного материала, это невозможность вторичного использования при контакте с бетоном, цена материала, цена утилизации, при очистке поверхности от пенополистирола возникает много мусора, что приводит к дополнительным операциям. Переход на другой материал требует больших начальных вложений, и правильной эксплуатации.
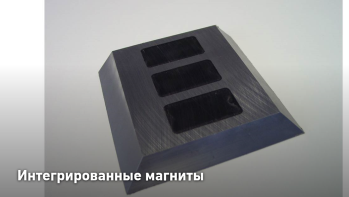
Рис. 1. Магнит для крепления закладных деталей
Технологи на заводе «ДСК Град» разработали собственный элемент для крепления закладных деталей.
Этап № 1. первые разработки были в 2015г., технология хорошо себя зарекомендовала на линии циркуляции массивных стен и перекрытий. Был разработан элемент, в дальнейшем «платик», который с помощью струбцины жестко фиксировался на магнитную опалубку (рис.2; рис.3.). По мери использования собирались факты о недочетах:
1) Мягкая резина в платике, при ударе молотка появлялись вмятины
2) На струбцине периодически гнуло болт натяжения
3) При большом габарите платика уходило много резины, соответственно вырастала цена
При проектировании новой струбцины и платика все недочеты были учтены.

Рис. 2. Платик

Рис.3. Платик
Этап № 2. первый квартал 2017г. С приходом новой серии выпускаемых железобетонных изделий появилась острая необходимость в передачи данной технологии на линии циркуляции наружных стеновых панелей из-за большого количества отклонений. Начались разработки по улучшению платика, было выставлено несколько условий.
- Показать удешевление по сравнение с предыдущем поколением
- Увеличить долговечность элемента крепления и платика
- Изготовление полностью своими силами
Спустя 5 месяцев начались тестирования нового платика (рис. 4.), который отвечал предъявленным условиям. Данный платик состоял из нескольких элементов: фанера, жидкая резина, магнит, крепежный элемент (рис. 5). Фанера использовалась как заполнитель, тем самым получили экономию и повышение характеристики износоустойчивости.
Изготовление нового полностью обосновано и запущено на производстве. За 3 месяца планируется изготовить 750 штук разной конфигурации, данное количество должно хватить для полной замены пенополистирола. Тем самым свести к минимуму:
а) возникновения мусора на участках распалубки изделия
б) проблему со смещением закладных деталей
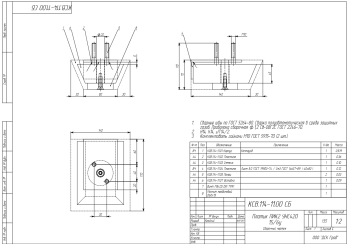
Рис. 4. Платик 2017 г.
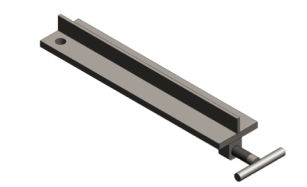
Рис. 5. Крепежный элемент платика 2017 г.
Литература:
- Котов А. В. аспирант СПбгэу. Статья в журнале «Научно-технические ведомости Санкт-Петербургского государственного политехнического университета. Экономические науки», область науки «Экономика и экономические науки» 2014 г.
- Панельное домостроение, доступное жилье//meetmarket/ URL: http://meetmarket.ru/article/264780/panelnoe-domostroenie-dostupnoe-jile (дата обращения 25.01.2018г.)
- Ефимов В. В. Статические методы в управлении качеством: учеб. пособие. Ульяновск: УлГТУб, 2003г.
- Менеджмент качества // General_info URL: http://www.kpms.ru/General_info/TQM.htm (дата обращения 14.01.2018г.)
- Менеджмент качества//Allbest/ URL: http://www.kpms.ru (дата обращения 28.01.2018г.)
