





Проблемы энергосбережения в технологии пайки заставляют вновь обратиться к процессам высокочастотного электромагнитного нагрева, обеспечивающим высокую скорость локального нагрева проводящих материалов в любой среде. Для формирования качественных паяных соединений в изделиях необходим соответствующий выбор частоты нагрева, конструкции индукторного устройства и оптимизация режимов процесса [1].
В связи с этим данное исследование направлено на изучение существующих конструкций индуктора и технологий пайки с целью их совершенствования.
Особенности высокочастотного нагрева
Воздействие энергии высокочастотных (ВЧ) электромагнитных колебаний позволяет осуществлять высокопроизводительный бесконтактный нагрев в различных процессах обработки проводящих материалов: термообработке, плавке, упрочнении, сварке, пайке, выращивании кристаллов и т. д. Наиболее важными преимуществами ВЧ-нагрева являются следующие:
– энергия нагрева создается вихревыми токами непосредственно в изделии;
– возможны высокая плотность энергии и короткое время нагрева;
– локализация нагрева в пределах обрабатываемой зоны;
– возможность нагрева в любой среде, включая вакуум или инертный газ;
– высокая экологическая чистота нагрева;
– возможность использования электродинамических сил для улучшения растекания припоя, перемешивания расплава металла и т. д.
Индукционный нагрев основан на использовании трех известных физических явлений: электромагнитной индукции, открытой Фарадеем, эффекте Джоуля и поверхностном эффекте.
В индукционной нагревательной системе существуют два типа напряжения и вихревых токов. Первый тип вызван изменяющимся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело. Второй тип индуцированного напряжения связан со скоростью перемещения проводящего тела в неоднородном магнитном поле, при этом величина тока зависит от скорости перемещения тела. Исследования показали, что такой вариант индукционного нагрева используется сравнительно редко, что возможно определить после изучения конструкций нагревательных устройств.
Принцип конструкции индукционных нагревательных устройств
Существуют разнообразные конструкции индукционных нагревательных устройств. Для сквозного нагрева проводящих тел круглого, квадратного и прямоугольного сечения применяют индукторы соленоидального типа (рис. 1), плоских тел — индукторы с магнитопроводом (рис.3) или в виде плоской спирали (рис.2).
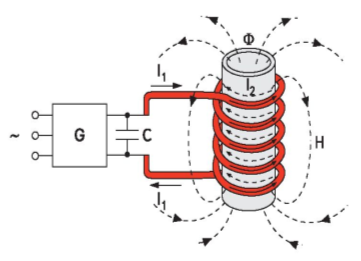
Рис. 1. Схема индукционной системы нагрева
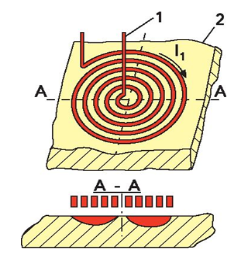
Рис. 2. Индуктор в виде плоской спирали: 1- спиральный индуктор, 2- нагреваемое тело
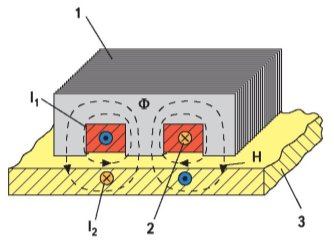
Рис. 3. Концентрация магнитного поля с помощью магнитопровода: 1- магнитопровод, 2 индуктор, 3- нагреваемое тело
Индукционным нагревательным системам свойственны такие эффекты, как близости, кольцевой и концентрации магнитного поля. Первый эффект показывает, что вихревые токи создаются в непосредственной близости от индукционного витка. Чем выше частота тока и чем меньше зазор между витком и поверхностью тела, тем больше эффект близости (рис. 4).
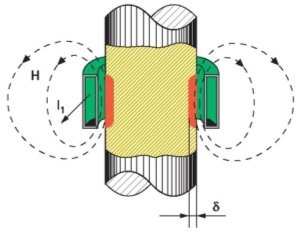
Рис. 4. Схема действия эффектов близости в индукционной система нагрева
Таким образом можно сделать вывод, что за основу технологического оборудования ТВЧ пайка целесообразно взять конструкцию соленоидного типа. Для разработки технологии пайки необходимо произвести изучения параметров СВЧ нагрева.
Параметры ВЧ-нагрева при пайке
Параметры ВЧ-нагрева были рассмотрены на примере пайки электронных устройств.
Для пайки электронных устройств характерны невысокая удельная мощность нагрева, малые габариты изделий и их чувствительность к электромагнитным наводкам. Поэтому необходимо оптимизировать такие параметры ВЧ- нагрева, как эффективная мощность, выделяемая в зоне нагрева, и коэффициент полезного действия (КПД) нагрева.
Для соленоидального индуктора (рис. 1) увеличение зазора hот 1 до 10 мм на частотах от 400 до 2000 кГц вызывает снижение cosϕ для диамагнитных материалов почти в 10 раз, а для ферромагнетиков — в 3–4 раза. Поэтому для нагрева диамагнитных материалов необходимо максимально уменьшать величину зазора до значений, при которых возможно обеспечить нормальную работу индуктора.
В связи с этим было определено, что возможна и необходима оптимизация процесса пайки.
Оптимизация параметров ВЧ-нагрева позволит обеспечить высокую скорость нагрева в локальных зонах формирования паяных соединений и улучшить их качество за счет совместного действия поверхностного эффекта и пондеромоторных сил.
Можно сделать вывод, что предпочтительно применение индукторов с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Исследовав принцип работы, методы и параметры управления ВЧ пайки дальнейшая работа была направлена на подробное исследование материалов. Конструкции, способов охлаждения и методов защиты от пробоя индуктора.
Конструкции индукторов, их охлаждение и защита от пробоя
Основным оборудованием при высокочастотной пайке являются высокочастотные генераторы и индукторы. Индукторами называются устройства, применяемые при высокочастотном нагреве для передачи энергии высокой частоты от источника питания в нагреваемое изделие. В зависимости от конфигурации нагреваемой поверхности в технике применяется много типов индукторов различной формы и размеров. Для пайки применяются относительно несложные одно и двухвитковые индукторы, реже — многовитковые.
Индукторы изготовляются из медных трубок с наружным диаметром 8–12 мм и толщиной стенки 1–2 мм. Индукторы изготовлять из трубок прямоугольного сечения 10х10 мм или эллиптического сечения, так как последние понижают потери в индукторе примерно на 10 %. Трубки при изготовлении индукторов применяют с целью создания возможности их охлаждения проточной водой в процессе работы.
При выборе индуктора необходимо стремиться правильно определить форму и размеры индуктора, которые соответствовали бы паяемому шву, так как от формы и размера индуктора зависит рациональность использования установки и качество пайки.
Размеры зазоров между паяемым изделием и индуктором колеблются от 2 до 20 мм; они зависят от размера, конфигурации изделий и характера нагрева. При пайке тонкостенных изделий зазоры невелики, а при пайке толстостенных изделий они увеличиваются. Увеличение зазоров ведет к снижению коэффициента полезного действия индуктора и его производительности. Однако при сложных конфигурациях деталей приходится идти на увеличение зазора с целью получения равномерного прогрева изделия за счет использования его теплопроводности. Для предохранения деталей от прожогов при малых зазорах и замыканиях витков индуктора между собою рекомендуется изолировать витки асбестовым шнуром, пропитанным в жидком стекле, или покрыть их эмалью.
Результаты проведенных исследований
Исследования показали, что в индукционной нагревательной системе наиболее применим тип напряжения и вихревых токов. изменяющийся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело.
За основу технологического оборудования ТВЧ сварки целесообразно брать конструкцию соленоидного типа.
Также в ходе исследований было принято решение, что предпочтительно использовать индукторы с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Было определено, что индукторы целесообразно изготавливать из медных труб практически любого сечения.
В качестве охлаждающей жидкости более рационально использовать проточную воду.
Для предохранения деталей от прожогов и замыканиях витков индуктора между собою рекомендуется изолировать асбестовым шнуром, пропитанных в жидком стекле, или покрытые эмалью.
Литература:
- Индукционная пайка/ В. В. Вологдин, Э. В. Кущ, В. В. Асамов; под ред. А. Н. Шамова. — 5-е изд. перераб. и доп. — Л.: Машиностроение. Ленингр. отделение 1989. — 72 с.: с ил.
- Лозинский М. Г. Промышленное применение индукционного нагрева. М.: АН СССР. 1958.
- Техническая литература онлайн. Оборудование для высокочастотной индукционной пайки. [Электронный ресурс]. − Режим доступа: http://imetal.in.ua/pajka-i-luzhenie/oborudovanie-dlya-vysokochastotnoj-pajki
- Бабат Г. И. Индукционный нагрев металлов и его промышленное применение. М.: Энергия. 1965.
- Иванов А. В., Мульменко М. М., Уржумсков А. М. H05B6/36 — Индукторы патентный поиск, 2012–2018 [Электронный ресурс]. − Режим доступа http://www.findpatent.ru/patent/217/2174291. html
