





Ключевые слова: фрезерный станок, фиксированный портал, числовое программное управление, CNC, станок, GPL
- Введение
Целью данного проекта является создание трехосевого фрезерного станка с ЧПУ (Числовым Программным Управлением) на основе свободного программного обеспечения и с минимальными финансовыми затратами. При этом станок должен иметь возможность обрабатывать пластик, текстолит, оргстекло, мягкие и твердые породы дерева, цветные металлы, иметь рабочую область 800х400х300 мм и точность не менее 0.05 мм.
Числовое программное управление (сокр. ЧПУ; англ. computer numerical control, сокр. CNC) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку.
Управляющая система считывает инструкции специализированного языка программирования (например, G-кода), которые затем интерпретатором системы ЧПУ переводятся из входного языка в команды управления главным приводом, приводами подач, контроллерами управления узлов станка (например, включить/выключить подачу охлаждающей эмульсии).
Разработка управляющих программ в настоящее время выполняется с использованием специальных модулей для систем автоматизированного проектирования (САПР) или отдельных систем автоматизированного программирования (CAM), которые по электронной модели генерируют программу обработки [1].
- Конструктивное решение
Существует два самых распространенных (среди бюджетных) варианта исполнения: с подвижным порталом и с фиксированным порталом. Рассмотрим их достоинства и недостатки:
Вариант с фиксированным порталом:
‒ Позволяет значительно упростить конструкцию и уменьшить количество подвижных частей, что придает станку дополнительную жесткость и, соответственно, точность.
‒ Простота обслуживания.
‒ В данном варианте используется подвижный стол, что уменьшает рабочую область оси Y на 30–40 %.
Вариант с подвижным порталом:
‒ Позволяет получить максимальную рабочую область.
‒ В данном варианте подвижный портал является осью Y, на котором также установлены оси X и Z. Это означает, что шаговый двигатель оси Y должен перемещать всю оснастку станка, а не только стол, как в первом варианте. Для того, чтобы перемещать такую массу, потребуется либо более мощный, либо дополнительный двигатель.
‒ Большое количество подвижных частей и большая нагрузка на них.
Учитывая вышесказанное, я выбрал вариант с фиксированным порталом, так как он более дешевый и удобный.
- Программное обеспечение
В качестве САПР был выбран проект FreeCAD. Основные особенности FreeCAD:
‒ Полная параметрическая модель. Все объекты FreeCAD являются параметрическими, что означает, что их форма может быть основана на свойствах или зависеть от других объектов, все изменения пересчитываются по требованию и записываются стеком отмены/повтора. Имеется возможность добавления новых типов объектов и их программирования в Python.
‒ Модульная архитектура, позволяющая использовать плагины (модули) для добавления новых функций в основное приложение.
‒ Импорт / экспорт в стандартные форматы, такие как STEP, IGES, OBJ, STL, DXF, SVG, STL, DAE, IFC или OFF, NASTRAN, VRML в дополнение к собственному файловому формату FCSTD.
‒ Встроенный модуль Path, предназначенный для механической обработки, такой как фрезерование (CAM), и способный генерировать, отображать и настраивать G-код [3].
В качестве интерпретатора G-кода и системы управления станком выступает LinuxCNC.
LinuxCNC (Enhanced Machine Control) — это программная система для компьютерного управления машинами, такими как фрезерные станки, токарные станки, роботы, а также другими ЧПУ-машинами с поддержкой до 9 осей. Система работает в ОС Linux с использованием расширений реального времени. LinuxCNC — бесплатное программное обеспечение с открытым исходным кодом. Текущие версии LinuxCNC полностью лицензированы по лицензии GNU General Public License и Lesser GNU General Public License (GPL и LGPL).
LinuxCNC обеспечивает:
‒ графический пользовательский интерфейс (на самом деле несколько интерфейсов на выбор);
‒ интерпретатор для G-кода (язык программирования станка RS-274);
‒ систему планирования движения в реальном времени с перспективой;
‒ функционирование низкоуровневой машинной электроники, такой как датчики и двигатели;
‒ простой в использовании макет для быстрого создания уникальной конфигурации для конкретной машины [2].
- Рама
В качестве материала для создания рамы была выбрана стальная труба квадратного сечения ГОСТ 8645–68 [4] размером 60х60х3 мм и 60х60х5 мм. Конструкция сварная и для удобства транспортировки и обслуживания разделена на две части: основание и портал. Части соединяются между собой болтами. Согласно расчетам, величина прогиба этой рамы при нагрузке в 15 кгс не превышает 0,03 мм.
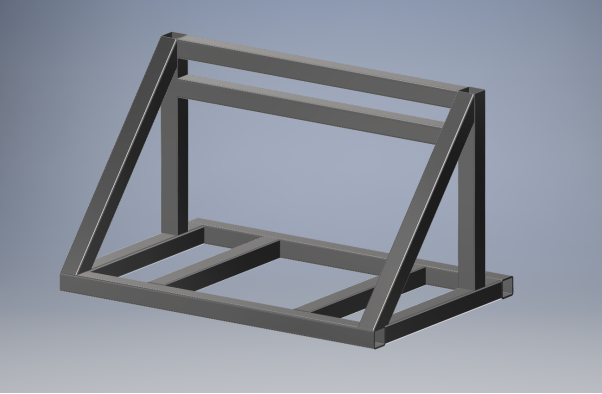
Рис 1. 3D-модель рамы
Список и стоимость компонентов:
|
Наименование |
Количество |
Цена за шт. |
Цена |
|
Труба стальная ГОСТ 8645–68 60х60х3 |
6 |
255 |
1530 |
|
Труба стальная ГОСТ 8645–68 60х60х5 |
6 |
410 |
2460 |
|
Плита алюминиевая Д16Т 20мм |
35 |
350 |
12250 |
|
Итого |
16240 |
- Электроника
Шаговыми двигателями управляют специальные драйверы, которые через плату коммутации получают сигнал от LinuxCNC. Сигнал представляет из себя короткие импульсы, каждый из которых означает поворот вала двигателя на один шаг. Контроллер также позволяет делить стандартный шаг двигателя (1,8°) на микрошаги, что позволяет добиться большей плавности и точности. Используемый в данном проекте драйвер позволяет делить шаг до 1/256, то есть один шаг контроллера — это 0,00703° поворота вала, что эквивалентно перемещению оси станка на 0,000141 мм.
Вся используемая электроника и компоненты — китайского производства по причине приемлемого качества и низкой цены.
Список и стоимость используемых компонентов:
|
Наименование |
Количество |
Цена за шт. |
Цена |
|
Шаговый двигатель 86HS118–6004 85 кг*см |
3 |
4200 |
12600 |
|
Драйвер шаговых двигателей DM860D 2.4–7.2 А |
3 |
3950 |
11850 |
|
Плата коммутации ST-V3 |
1 |
1100 |
1100 |
|
Рельсовая направляющая TBR20 20 мм |
4 |
2300 |
9200 |
|
Опорный модуль подшипниковый TBR20UU |
8 |
300 |
2400 |
|
Опорный модуль подшипниковый TBR20LUU |
2 |
1340 |
2680 |
|
Винт ШВП SFU1605 16х5 мм |
2 |
1300 |
2600 |
|
Муфта D30L35–12–14 |
3 |
340 |
1020 |
|
Подшипниковая опора BK12 12 мм |
3 |
1000 |
3000 |
|
Подшипниковая опора BF12 12 мм |
3 |
500 |
1500 |
|
Прямая шлифмашина Kress 1050FME |
1 |
14000 |
14000 |
|
Итого |
61950 |
- Заключение
В данном проекте удалось создать фрезерный станок с ЧПУ, соответствующий заявленным требованиям. При этом, в сравнении с аналогичными коммерческими системами, его стоимость меньше на 40–60 %, поскольку не требует затрат на программное обеспечение. Также имеется возможность установки дополнительных модулей для расширения функционала станка, например: лазерный модуль, модуль 3D-принтера, плазменный резак.
Литература:
- Числовое программное управление // Wikipedia — URL: https://ru.wikipedia.org/wiki/Числовое_программное_управление (дата обращения: 29.05.2018).
- About LinuxCNC // LinuxCNC Documentation — URL: http://linuxcnc.org/docs/2.7/html/getting-started/about-linuxcnc.html (дата обращения: 29.05.2018).
- FreeCAD feature list // FreeCAD wiki — URL: https://www.freecadweb.org/wiki/ (дата обращения: 29.05.2018).
- ГОСТ 8645–68 — URL: http://docs.cntd.ru/document/1200004294 (дата обращения: 29.05.2018).
