





3D-технологии в той или иной форме применяются уже не одно десятилетие в разных сферах деятельности. На сегодняшний день возможности 3D-принтеров безграничны. 3D-печатью считают автоматизированные методы изготовления объектов на основе заданных параметров. Это технология, с помощью которой лазеры и другие специальные приборы послойно наносят материал, воссоздавая необходимую трёхмерную конструкцию.
Технология экструдирования, что используется в строительных 3D-принтерах, обеспечивает нанесение каждого нового слоя поверх уже созданного. Нижние слои постепенно уплотняются, что даёт возможность выдерживать все более увеличивающийся вес конструкции. Благодаря такому способу не требуется создание опалубок, уменьшается количество соединений, обеспечивается плавность линий у конструкций, а прочностной коэффициент составляет 95–100 % от прочности обычных изделий из бетона.
3D-принтеры дают возможность исключить ручной труд и безошибочно изготовить объект за несколько часов. Они используются для изготовления прототипов и дают ряд преимуществ — это возможность оценки безопасности и удобства, сборки и функциональности, отсутствие ошибок перед отправлением изделия в серийное производство. Сейчас уже можно реализовать массу идей в творчестве и искусстве, печатая и получая модели и конструкции различных форм.
Ключевые слова: строительство, 3D-принтер, технические параметры, объем бункера, расход бетонной смеси, эксплуатационные затраты.
Цель
Цель исследований работы является определение технических параметров 3D строительного принтера для дальнейшей автоматизации и механизации рабочего процесса изготовления конструкций в цеховых условиях.
Методы исследования
В качестве основной машины для определения технических параметров оборудования выбран 3D строительный портальный принтер Ярославской компании ЗАО «СПЕЦАВИА» — S-6044 Long.
Расчет основных технических параметров 3D строительного портального принтера S-6044 Long выполняется согласно приведенной ниже технологической схемы на рис. 1.
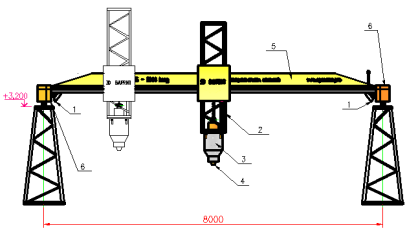
Рис. 1 — Технологическая схема 3D строительного портального принтера S-6044 Long: 1 — прожектор; 2 — стрела экструедра; 3 — экструдерный бункер; 4 — экструдер (сопло); 5 — портальная балка; 6 — шаговый электродвигатель с цилиндрическим редуктором
Необходимый объём бункера определяем по формуле:
Vв = 1,2 · Vи/1 — ε, м³ (1)
где Vи — запроектированный объём изделий одной формовки, м³;
ε — пористость бетонной смеси до вибрирования (0,1…0,2).
Объём изделий одной формовки:
Vи = V1 · n, м³ (2)
где V1 — объём бетона на одно изделие, м³
Длина холостого хода:
lx.x = 2 · lд/ф, м (3)
Длина рабочего хода:
lр.x = 2 · lф, м (4)
где lф — длина формования, м.
Среднее значение скорости рабочего хода:
Vср.р = Vр / 60, м/с (5)
где Vр — скорость рабочего хода 3D строительного принтера, м/мин
Среднее значение скорости холостого хода:
Vср.х = Vх / 60, м/с (6)
где Vх — скорость холостого хода 3D строительного принтера, м/мин.
Конструктивная производительность 3D принтера S-6044 Long рассчитывается, учитывая затраты времени, обусловленные только возможностью машины.
Для машин непрерывного действия:
Пкон. = 3600 · Vср.р · F, м³/ч (7)
где Пкон — объёмная производительность 3D принтера S-6044 Long за 1 час чистой работы, без учёта возможных простоев и времени на загрузку;
F — площадь поперечного сечения потока смеси на несущем органе, м²
F = π · R² (8)
где R — радиус шланга подачи строительной смеси к мобильному строительному 3D принтеру, м.
Техническая производительность 3D принтера S-6044 Long учитывает время всех операций при работе машины (без возможных простоев, при высшей квалификации оператора):
Птех. = 3600 · Vср.р · F · k/з =Пк · kз., м³/ч (9)
где Пкон — объёмная производительность 3D принтера S-6044 Long за 1 час чистой работы, без учёта возможных простоев и времени на загрузку;
kз — коэффициент наполнения бункера, kn = 0,8…0,85.
Эксплуатационная часовая производительность определяется реальными условиями использования машины с учетом неизбежных перерывов в работе квалификации машиниста:
Пэ.ч. = Пт · kв · kу,м³/ч (10)
где Пт — техническая производительность 3D принтера S-6044 Long за 1 час работы, с учетом времени всех операций при работе машины (без возможных простоев, при высшей квалификации оператора);
kв — внутренний коэффициент использования по времени машины;
kв=(Т/см — t/п)/Т/см ≈ 0,8…0,9 (tп — длительность простоев)
kу — коэффициент, учитывающий качество управления ≈ 0,85...0,95
Масса бетонной смеси в бункере:
mб = W · ρ, кг (11)
Расход бетонной смеси через проходное отверстия бункера:
Q = F · V · kз, (12)
где F — площадь проходного отверстия бункера, м²;
V — скорость истечения бетонной смеси из бункера, м/с;
kз — коэффициент, учитывающий густоту армирования и состав бетонной смеси, принимаемый от 0,15 до 0,40.
Объем бетона, требуемый для укладки (рисунок 2):
W = А · L, м³ (13)
где L — длина укладываемой конструкции, м;
А — площадь поперечного сечения укладываемой конструкции, м².
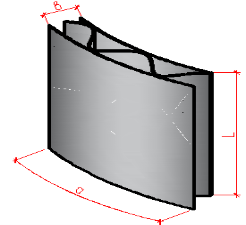
Рис. 2. Определение объема, требуемого для укладки конструкции
Время формования готовой конструкции:
t = (W / Пэ.ч) · 60, мин (14)
где W — объем бетона, требуемого для укладки, м³;
Пэ.ч — эксплуатационная часовая производительность, м³/ч.
Эксплуатационные затраты на производство 1м3 готовой конструкции определяется по формуле:
Сэ.сб = Сд.м. + Спр.б. + Сп. (15)
где Сд.м. — стоимость доставки материалов на производство 1м³ строительной смеси, м³/руб (без учета стоимости материалов). Стоимость определяется в соответствии сборника ФССЦ 310–3020–1 Перевозка грузов на расстоянии до 20км и 311–01–142 Разгрузка грузов;
Спр.б. — стоимость приготовления 1м³ строительной смеси, м³/руб (без учета стоимости материалов). Стоимость определяется в соответствии сборника ФЕР 06–01–081–06 Приготовление легкого бетона: на мелком заполнителе;
Сп. — стоимость печати 1м³ конструкции, м³/руб (без учета стоимости материалов). Стоимость определяется согласно данным компании ЗАО «СПЕЦАВИЯ».
Вывод
Расчет технических параметров 3D принтера позволяет подобрать необходимый состав и параметры оборудования для изготовления готовой продукции изготовленной методом 3D формирования.
Литература:
- Емельянов Р. Т., Прокопьев А. П., Турышева Е. С. Механизация и автоматизация строительства. Методические указания к лабораторным работам для студентов специальности 2907, 2906, 2910. / КрасГАСА. — Красноярск, 1999.
- Емельянов Р. Т., Прокопьев А. П., Турышева Е. С. Механизация и автоматизация строительных процессов. Методические указания к лабораторным работам для студентов строительных специальностей 290300 — «Промышленное и гражданское строительство», 290600 — «Производство строительных материалов, изделий и конструкций», 291000 — «Автомобильные дороги и аэродромы». Часть 1, 2 / КрасГАСА. — Красноярск, 2003.
- Сборники расценок ФЕР-2001 и ФССЦ в редакции 2009 года
- СПЕЦАВИА. АМТ Современные технологии 3D печати. [Электронный ресурс] — Режим доступа: http://specavia.pro.
