





Процесс гидроочистки дизельного топлива представляет собой достаточно сложный объект управления. Уровень его автоматизации в настоящее время не соответствует современным требованиям.
В литературе имеется очень мало публикаций о системах управления процессом гидроочистки дизельного топлива. К ним относится описание системы управления на Омском, Уфимском, Киришском нефтеперерабатывающих заводах.
Известна система управления процессом гидроочистки дизельного топлива на Омском нефтеперерабатывающем комбинате [1,2], в контур которой включена математическая модель процесса гидроочистки. Используемая модель представляет собой уравнение регрессии, составленное на основании активного эксперимента. Система управления позволяет регулировать расходы топливного газа, воздуха, свежего водородосодержащего газа, расход фракции дизельного топлива. Коэффициенты уравнения модели пересчитываются методом стохастической аппроксимации через определенный интервал времени. Система управления не предполагает уравнение расхода фракции дизельного топлива с учетом изменения концентраций водорода в свежем и рециркуляционном водородосодержащем газе, его парциального давления, состава сырьевой фракции дизельного топлива. Кроме того, при адаптации системы для новой установки или при загрузке другого типа катализатора необходимо построение новой регрессионной модели, хотя идея управления в ряде случаев является вполне приемлемой.
В [2,3] также представлены системы управления на основе регрессионной модели, помимо регрессионных моделей используются также модели, построенные на физико-химических закономерностях и кинетики реакций процесса гидроочистки дизельного топлива. Приведенные физико-химические зависимости можно применить при разработке тепловых и гидравлических балансов процесса гидроочистки дизельного топлива, а использование полученных по кинетике процесса гидроочистки дизельного топлива несколько осложнено. Это связано в первую очередь с использованием в описываемых математических моделях свойств катализатора, которые уже не используются на реальных процесса гидроочистки дизельного топлива. Данное обстоятельство является препятствием для развития этих систем. Помимо регрессионных моделей, построенных частично на основе физико-химических зависимостей, которые отражают основные процессы, протекающие в реакторе, существует метод, предложенный Ю. М. Жаровым. Он основывается на описание процессов нефтепереработки с использованием гипотетических соединений. В частности, для гидроочистки дизельного топлива предполагается использовать такие гипотетические соединения как дизельное топливо, сероводород, газ, бензин, аммиак, вода, а не соответствующие им химические соединения. Этот подход для описания процесса гидроочистки дизельного топлива использовал Е. Н. Судаков. Он предложил аналитические зависимости выхода сероводорода, газа, бензина и дизельного топлива, которые были получены на основании тестовых испытаний работы установок гидроочистки дизельного топлива различной мощности. Все виды этих зависимостей можно использовать как основу при моделировании работы реактора гидроочистки дизельного топлива в диссертационной работе.
Также известен способ автоматического управления процессом гидроочистки, описанный в авторском свидетельстве № 684059 [4]. Изобретение относится к способам автоматического управления каталитическими процессами. Он заключается в регулировании температуры газосырьевой смеси на входе в реактор, с изменением подачи расхода топливного газа в печь подогрева в зависимости от температуры дымовых газов над перевалом печи с коррекцией по температуре сырья на входе в печь и составу сырья, поступающего в нее.
При анализе всех вышеперечисленных способов управления реакторным блоком процесса гидроочистки были выявлены следующие минусы:
- сложное математическое обеспечение системы управления данным процессом;
- привязка регрессионных моделей к типу катализатора, использующегося в реакторе гидроочистки;
- привязка модели к типу сырья, подаваемая на установку гидроочистки;
- большая база экспериментальных данных.
Из всего вышеперечисленного следует, что для обеспечения максимально быстрого функционирования системы автоматического регулирования температурным режимом реакторного блока установки гидроочистки, необходимо использовать каскадную систему регулирования температурным режимом реакторного блока установки гидроочистки с дополнительным каналом по температуре сырья на выходе из печи подогрева и с установкой датчика температуры в самом реакторе гидроочистки дизельного топлива. Это обеспечит оптимальное регулирование температуры подогретой смеси.
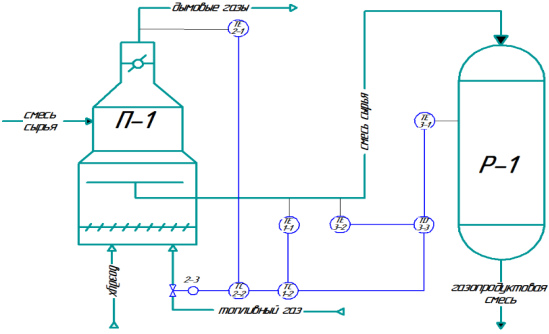
Рис. 1. Блок гидроочистки дизельного топлива
На рисунке 1 представлен блок гидроочистки дизельного топлива, где регулирование температуры сырья в реакторе Р-1 осуществляется посредством каскадной АСР. Сигнал с датчика температуры дымовых газов поз.2–1, поступает на регулятор температуры поз.2–2, который является внутренним регулятором каскадной АСР. Температура сырья на выходе из печи измеряется датчиком температуры поз.1–1. Сигнал с датчика температуры поступает в регулятор температуры поз.1–2, который является внешним регулятором каскадной АСР. Сигнал с внешнего регулятора температуры поступает на внутренний регулятор температуры. Сигнал с внутреннего регулятора температуры поступает на исполнительный механизм поз.2–3 — регулирующий клапан, установленный на трубопроводе подачи топливного газа в печь П-1. Для более точного регулирования температуры в реакторе с помощью датчиков температур поз.3–1 (температура в реакторе), поз.3–2 (температура на выходе подогрева печи) и поз.3–3 (перепад температур) сигнал поступает на регулятор поз.1–2, корректируя величину заданной температуры на выходе печи. Это позволит регулировать температуру в реакторе, не ухудшая динамику контура регулирования температуры на выходе печи.
Такая структура позволит точнее регулировать температуру в самом реакторе, которая влияет на степень очистки сырья. Это происходит, потому что реакция гидроочистки должна проходить на катализаторе HR-448 при определенном диапазоне температур. Отклонение от данного диапазона при повышении температуры вызывает закоксованность катализатора, что приводит к его быстрой деактивации. При недостаточной температуре на выходе из реактора содержание серы в сырье увеличивается, а стоимость выходного продукта с установки уменьшается.
Использование предложенной структуры позволит повысить качества получаемого продукта с одновременным уменьшением затрат на ведение процесса.
Литература:
- Криворот А. С. Конструкции и основы проектирования машин и аппаратов химической промышленности/ [Текст] — М.: Химия, 1999. 254с.28
- Баннов П. Г. Процессы переработки нефти. М.: ЦНИИ — ТЭнефтехим, 2000.
- Борзов А. Н., Лисицын Н. В., Сибаров Д. А., Сотников В. В. Система управления реакторным блоком процесса гидроочистки дизельного топлива / Автоматизация в промышленности, 2004, № 7, с. 33–37.
- Кузьмин С. Т., Невзлин Б. И., Гехтман Р. Г., Карпов Н. В., Казберов В. В. Авторское свидетельство № 684059. Способ автоматического управления процессом гидроочистки / Специальное конструкторское бюро по автоматике и нефтепереработке и нефтехимии, 1979, с. 4.
