





Введение. На данный момент, изготовление сложных металлоконструкций для выполнения поставленных задач в области строительной отрасли, в области машиностроительного производства и прочих направлений, производится, в основном, методом ручной или роботизированной сварки, которая обеспечивает выход на необходимый уровень надежности металлоконструкции с необходимой геометрией, согласно технических задний. Данный процесс характеризуется структурным изменением в пограничной зоне соприкосновения отдельных элементов металлоконструкции, под воздействием больших температурных изменений. Однако, после проведения сварки элементов металлоконструкции, обработки антикоррозийными составами и удаления поверхностных неровностей, требуется дополнительная обработка, ввиду изменения геометрии сварных швов, которая может повлиять на надежность конструкции. Причину необходимости дополнительной обработки приводит доктор технических наук Емельянов Р. Т.: «Основной причиной таких изменений является наличие остаточных напряжений, неизбежно сопутствующих процессу сварки. С целью увеличения стабильности геометрических размеров сварных конструкций применяется способ стабилизации геометрических размеров «вибрационная обработка» [1]. Неравномерность распределения остаточных напряжений, показанная на рисунке 1 и рисунке 2, обуславливается нагреванием металла с образованием растягивающих и сдавливающих напряжений, которая в последствии приводит к растрескиванию сварного шва металлоконструкции [2].
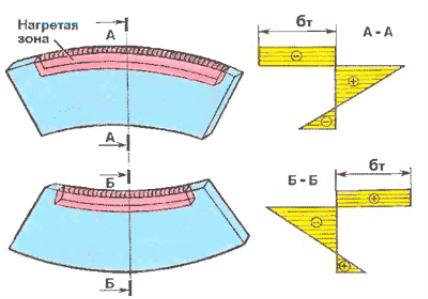
Рис. 1. Неравномерный нагрев металла
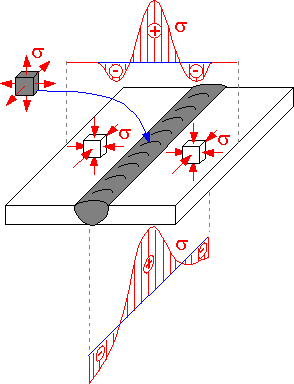
Рис. 2. Сдавливающие и растягивающие усилия
При проведении виброобработки остаточные напряжения суммируются с временными. При достижении предела текучести происходит пластическая деформация, которая усредняет остаточные напряжения, способствуя более равномерному распределению остаточных напряжений.
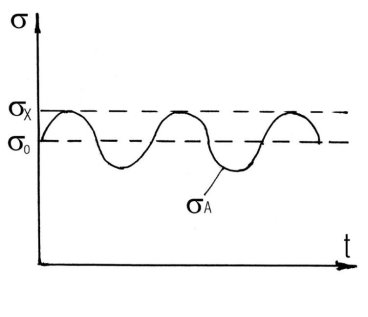
Рис. 3. Суммирование напряжений
На рисунке 3 показано, что при вибронагружении суммируются переменные напряжения σА с остаточными напряжениями σо в металлоконструкции. Под действием суммарных напряжений σх может происходить пластическая деформация, способствующая стабилизации геометрических размеров, перераспределению и снижению остаточных напряжений. При недостаточных напряжениях σх, не происходит как макропластической деформации металла сварного соединения, так не происходит существенного перераспределения и снижения остаточных напряжений первого рода [3].
Цель исследования. Уменьшение и перераспределение остаточных напряжений для сохранения геометрии и прочности сварного соединения.
Метод исследования. Для производства виброобработки используется комплекс аппаратов, предназначенный для генерации вибровозбуждающей силы, определения резонансной частоты реагирования с металлоконструкцией и проведения виброобработки в течение необходимого времени. Комплекс, представленный на рисунке 4, состоит из навесного вибратора № 3 площадочного типа, консоли управления № 4, которая регистрирует частоту и колебания с помощью датчика № 2. Металлоконструкция № 1 устанавливается на изолированных виброопорах, для исключения потери воздействия [3].
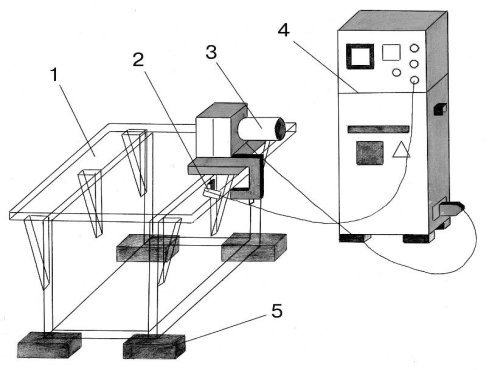
Рис. 4. Схема установки для виброобработки
Результат исследования. В процессе проведения виброобработки стояла задача нахождения резонансной частоты для проведения виброобработки с целью уменьшения остаточных напряжений. Для подбора режима использовались тензодатчики 2ФКП, регистрирующие геометрический сдвиг в плоскостях, и акселерометр 352С03, регистрирующий резонансные частоты. В результате полевых испытаний виброобработки металлоконструкции на различных частотах с постоянным ускорение, удалось достичь отклика металлоконструкции в районе от 6 до 9 секунд обработки при частоте 150 Гц. Данная частота, представленная на рисунке 5, способствует перераспределению и уменьшению остаточных напряжений до 20 %, что, несомненно, увеличивает срок службы работы металлоконструкции.
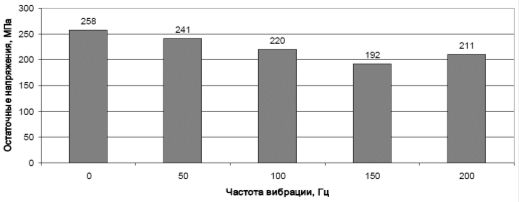
Рис. 5. Результат полевых испытаний
Литература:
- Емельянов, Р. Т. Вибрационная обработка сварных конструкций / науч. статья / Р. Т. Емельянов [и др.] — Красноярск: Вестник Красноярского государственного аграрного университета, 2014. — 239–241 с.
- 100 Вопросов По Сварным Соединениям Для Инженеров От Игоря Кокшарова и Анатолия Лепихина [Электронный ресурс]: URL http://www.kokch.kts.ru/me/m5r/c5.htm (Дата обращения: 1.06.2019).
- Основы вибрационной обработки сварных конструкций. ООО «Научно-Производственная Фирма «Внедрение Инженерных Сварочных Процессов» [Электронный ресурс]: URL https://visp-ltd.com/stati/38-osnovy-vibratsionnoj-obrabotki-svarnykh-konstruktsij?showall=&start=2
