





В работе представлены результаты исследования влияния режимов электропластической деформации на микротвердость деформированной поверхности в результате проката титанового сплава ВТ6. Установлены закономерности зависимости микротвердости от способа подачи тока высокой плотности к очагу деформации. Разработаны рациональные режимы электропластической прокатки титанового сплава ВТ6.
Ключевые слова: электропластическая деформация, титановый сплав ВТ6, микротвердость.
С целью улучшения качества изделий и придания металлам и сплавам определённых свойств развитие различных технологий и методов поверхностной обработки является актуальным. Сегодня для упрочнения поверхности металлических изделий широкое распространение получили методы термомеханической и электропластической обработок, среди которых наиболее значимым считается метод электропластической прокатки.
Преимуществом технологии электропластической прокатки металлов и сплавов является интенсификация процесса прокатки с помощью подачи импульсного тока в зону деформации, а также возможность получения равномерно распределённой мелкозернистой структуры с повышенными прочностными характеристиками на всей поверхности обрабатываемого полуфабриката [1–4].
Целью данной работы исследование влияния режимов электропластической прокатки на микротвердость деформируемой поверхности титанового сплава ВТ6.
В качестве исследуемых образцов были подготовлены пять прутков титанового сплава ВТ6 диаметром 10 мм и длиной 50 мм. Для электро-пластической деформации титана была подготовлена лабораторная установка, имитирующая сжатие в клети прокатного стана и разработаны две схемы подачи импульсного тока для создания электро-нагрева в зоне деформации. Для генерации токов высокой плотности использована установка для контактной сварки «АДаМ-1.3» а регулировка напряжения обеспечивалась лабораторным регулируемым автотрансформатором.
Образцы предварительно нагревали при помощи лабораторной установки индукционного нагрева до температур 650 °C — для первого образца и 750 °C — для остальных исследуемых образцов. По завершении нагрева, образцы моментально извлекались из камеры нагрева и отправлялись в установку пластической деформации, где за счет дополнительного подогрева зоны очага деформации импульсным током высокой плотности, обеспечивалось обжатие заготовки. Электропластическую деформацию проводили при сжатии в 2 тонны. В таблице 1 представлены режимы электрического импульса.
Таблица 1
Режимы подачи электрического импульса
|
№образца |
Напряжение импульса, В |
Время импульса, с |
Схема подключения |
|
1 |
- |
- |
- |
|
2 |
220 |
2 |
к заготовке |
|
3 |
250 |
2 |
к заготовке |
|
4 |
220 |
2 |
к валкам |
|
5 |
250 |
2 |
к валкам |
Микротвердость измерялась с использованием микротвердомера ПМТ-3М с индентором Виккерса при нагрузке на индентор 1.961 N (ISO 6507–1:2005). Результаты измерения микротвердости деформированной поверхности представлены в таблице 2.
Таблица 2
Результаты измерений микротвердости поверхности титана после прокатки сиспользованием импульсного тока высокой плотности
|
№образца |
H, V |
H, GPa |
|
1 |
460 |
4,51 |
|
2 |
341 |
3,34 |
|
3 |
1050 |
10,29 |
|
4 |
680 |
6,66 |
|
5 |
841 |
8,24 |
Значение микротвердости приповерхностного деформированного слоя титана при 200 граммах нагрузки на индентор для всех образцов в среднем составляет 306 H, V или 3 H, GPa. Максимальное значение микротвердости было получено на образце 3, где ток высокой плотности подавали на валки.
По полученным результатам измерения микротвердости были построены графические модели зависимости микротвердости от температуры нагрева титанового сплава ВТ6 (Рис. 1). Статистическую обработку результатов исследования проводили с использованием компьютерной программы DataFit 9.
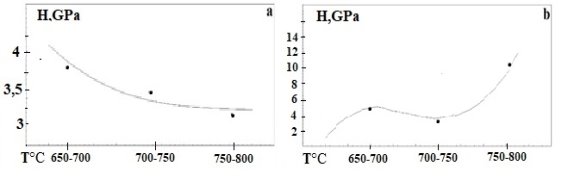
Рис. 1. Зависимость микротвердости от температуры нагрева заготовки титанового сплава ВТ6 после прокатки при пропускании тока через заготовку, где: a — значение микротвердости при нагрузке на индентор 100 гс, b — при нагрузке на индентор 200 гс.
Также были построены графические модели зависимости микротвердости от значения заданного напряжения на лабораторном трансформаторе, который оказывает непосредственное влияние на плотность импульсного тока, подаваемого на прокатные валки (Рис. 2).
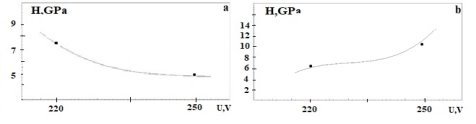
Рис. 2. Зависимость микротвердости титанового сплава ВТ6 от напряжения после прокатки при пропускании тока через прокатные валки, где: a — значение микротвердости при нагрузке на индентор 100 гс, b — при нагрузке на индентор 200 гс.
На основании полученных результатов можно сделать вывод о том, что помимо температуры нагрева заготовки на деформацию прутка из титанового сплава ВТ6 в момент проката существенное влияние оказывает сила тока, пущенная на заготовку. Также, наблюдается разница физико-механических характеристик деформированной поверхности у образцов, при пропускании тока через заготовку либо через прокатные валки.
Литература:
1. Меденцов В. Э., Столяров В. В. Упрочнение сплава ВТ6 методом электропластической прокатки //Известия Высших Учебных Заведений. Черная Металлургия. — 2015. — Т. 56. — №. 10. — С. 50–53..
2. Иванов А. М. и др. Комбинирование методов интенсивной пластической деформации конструкционных сталей //Известия Высших Учебных Заведений. Черная Металлургия. — 2015. — Т. 55. — №. 6. — С. 54–57.
3. Прокошкин С. Д. и др. Исследование влияния параметров электроимпульсного воздействия при деформации на структуру и функциональные свойства сплава Ti Ni с памятью формы //Физика металлов и металловедение. — 2009. — Т. 108. — №. 6. — С. 649–656.
4. Рощупкин А. М., Батаронов И. Л. Физические основы электропластической деформации металлов //Известия высших учебных заведений. Физика. — 1996. — Т. 39. — №. 3. — С. 57–65.
