





Ключевые слова: руды, веретенное масло, медная обогатительная фабрика, медный концентрат, экономический эффект, выпуск золота.
Медная обогатительная фабрика (МОФ) является структурным подразделением АО «Алмалыкский ГМК». Основной деятельностью Медной обогатительной фабрики является переработка сульфидных медно-молибденовых руд месторождений Кальмакыр и Сары-Чеку с получением медного концентрата и молибденового промпродукта, из которых кроме цветных металлов извлекаются драгоценные и редкие металлы. Полученные концентраты направляются для дальнейшей переработки на медеплавильный.
Физические и технологические свойства руд месторождения Кальмакыр
− Крепость по шкале М. М. Протодьяконова — 10–12
− Плотность в целике — 2,7 т/м3
− Коэффициент разрыхления — 1,4–1,6
− Насыпная плотность — 1,8 т/м3
− Крупность кусков руды, поступающих на фабрику максимальная в поперечнике около 1200 мм.
− Вкрапленность минералов:
По вкрапленности руды месторождения Кальмакыр относятся к тонковкрапленным. Размер зерен халькопирита (основного медьсодержащего минерала в руде) составляет 0,05–0,2 мм.
Молибденит находится в кварцевых, кварц-ангидрит-пиритовых и кварц-пирит-халькопиритовых прожилках мощностью до 10 см в виде гнезд и розеток до 1 см в поперечнике, но встречаются также и тонкие прожилки до 0,6–1,0 мм.
Золото в рудах представлено как в свободном виде, так и в связанном с сульфидами. Окисленные руды на 60–70 % представлены свободными зернами металла размером 0,3–1,0 мм. Смешанные руды. Золото до 40–50 % представлено свободными зернами, меньших размеров, чем в окисленных рудах. Остальная часть золота связана с сульфидами. Сульфидные руды. Свободное золото составляет 10–30 %. Остальное золото находится в виде тонкодисперсных включений в рудных минералах (в пирите и халькопирите).
Размер свободных зерен золота в сульфидных рудах 0,003–0,3 мм. Преобладающий размер зерен мельче 0,1 мм. Форма зерен — пластинчатая.

Рис. 1.
Комплексность сырья:
Руды месторождения Кальмакыр относятся к комплексным рудам, в которых содержатся: халькопирит, пирит, халькозин, магнетит, пирротин, молибденит, галенит, сфалерит, а также золото, серебро, сера, рений, селен, теллур и другие рассеянные элементы.
Примерное распределение минеральных компонентов в сульфидной руде Кальмакыра:
− нерудные минералы — 87,3 %
− пирит (в том числе молибденит) — 5,1 %
− окислы и гидроокислы железа — 6,1 %
− сульфиды меди — 1,3 %
− окисленные минералы меди — 0,2 %
Таблица 1

Существующее положение: Кальмакырские медно-молибденовые руды, перерабатываемые на МОФ, относятся к первичным сульфидным рудам, основные рудные минералы представлены пиритом (2,1–4,1 %), халькопиритом (0,7–1,3 %), магнетитом, гематитом, молибденитом, самородным золотом, серебром и др.
Схема переработки медно-молибденовых руд на МОФ предусматривает измельчение до 60 % класса — 0,071мм с последующей флотацией минералов меди, молибдена и благородных металлов в щелочной среде, создаваемой известью (рН 10,5–11,5) для подавления пирита. Доизмельчение концентрата I перечистки для раскрытия минеральных сростков с подачей извести до остаточной концентрации свободной окиси кальция (СаО) 400–600мг/л с последующей перечисткой с целью получения медного концентрата с содержанием меди не ниже 16,0 %. Следует отметить, что для флотации молибденита и благородных металлов оптимальное значение рН составляет не более 7,5–8,0 ед. Фактический удельный расход извести на МОФ составляет 2500–2700г/т руды.
Основным недостатком существующей схемы является то, что при высокой щелочности, создаваемой известью для депрессии пирита, снижается флотоактивность молибдена и благородных металлов.
Таблица 2
Реагентный режим флотации
|
№ п/п |
Наименование операции |
Точка подачи реагента |
Наименование реагента, параметра |
Ед. изм |
Величина |
||
|
Удел расход |
Пределы колебаний |
||||||
|
100 % |
техн. |
||||||
|
1. |
Измельчение |
Мельница I ст. |
Порода карбонатная, А-60 % |
g/t |
1440 |
2400 |
1340–1540 |
|
Слив г/ц II ст. |
Щелочность |
рН |
10,5–11,5 |
||||
|
2. |
Основная флотация |
Зумпф насоса |
Веретённое масло |
g/t |
6,0 |
5,0–7,0 |
|
|
Вспениватель Т-92 |
g/t |
9,0 |
8,0–10,0 |
||||
|
Чан |
Ксантогенат, А- 90 % |
g/t |
11,5 |
12,9 |
10,2–11,8 |
||
|
Собиратель 442F, А-60 % |
g/t |
2,3 |
3,8 |
||||
|
Вспениватель Т-92 |
g/t |
12,5 |
11,0–14,0 |
||||
|
1-ая камера ф. м. |
Щелочность |
рН |
10,5–11,5 |
||||
|
4-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
3,0 |
3,3 |
2,2–3,4 |
||
|
Собиратель 442F, А-60 % |
g/t |
0,7 |
1,1 |
||||
|
Вспениватель Т-92 |
g/t |
8,0 |
7,0–9,0 |
||||
|
7-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
2,2 |
2,4 |
1,8–2,4 |
||
|
Собиратель 442F, А-60 % |
g/t |
0,5 |
0,9 |
||||
|
Вспениватель Т-92 |
g/t |
7,0 |
6,0–8,0 |
||||
|
3. |
Контрольная флотация |
10-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
2,2 |
2,4 |
1,8–2,4 |
|
Собиратель 442F, А-60 % |
g/t |
0,5 |
0,9 |
||||
|
Вспениватель Т-92 |
g/t |
3,5 |
3,0–4,0 |
||||
|
4. |
II перечистка |
Мельница доизмельчения кол. конц-та. |
Веретённое масло |
g/t |
1,5 |
1,0–2,0 |
|
|
Порода карбонатная,А-60 % |
g/t |
180 |
300 |
140–220 |
|||
|
1-ая камера ф. м. |
Концентрация свобод. СаО |
Mg/l |
400–500 |
||||
|
5. |
Общий расход реагентов |
Порода карбонатная, А-60 % |
g/t |
1620 |
2700 |
1480–1760 |
|
|
Веретённое масло |
g/t |
7,5 |
6,0–9,0 |
||||
|
Ксантогенат, А- 90 % |
g/t |
18,9 |
21,0 |
16,0–20,0 |
|||
|
Собиратель 442F, А-60 % |
g/t |
4,0 |
6,7 |
||||
|
Вспениватель Т-92 |
g/t |
40,0 |
35–45 |
||||
|
Карбамид |
g/t |
10,0 |
9,0–11,0 |
||||
Предлагается:
С целью повышения флотоактивности молибденита и драгметаллов увеличить удельную норму расхода веретенного масла с 7,5 г/т до 12 грамм на одну тонну перерабатываемой руды. Веретенное масло дозировать в две точки: 6 г/т в рудные мельницы и 6 г/т в мельницы доизмельчения чернового концентрата.
Данное предложение позволить увеличить объем выпускаемого молибдена и золота в медном концентрате за счет дополнительного извлечения.
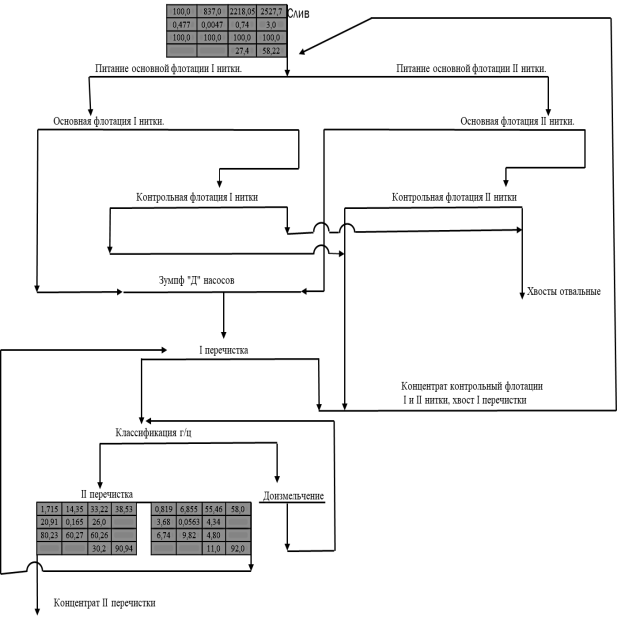
Рис. 2.
Таблица 3
Предлагаемый реагентный режим флотации
|
№ п/п |
Наименование операции |
Точка подачи реагента |
Наименование реагента, параметра |
Ед. изм. |
Величина |
||
|
Удел расход |
Пределы колебаний |
||||||
|
100 % |
техн. |
||||||
|
1. |
Измельчение |
Мельница I ст. |
Порода карбонатная, А-60 % |
g/t |
1440 |
2400 |
1340–1540 |
|
Слив г/ц II ст. |
Щелочность |
рН |
10,5–11,5 |
||||
|
2. |
Основная флотация |
Зумпф насоса |
Веретённое масло |
g/t |
6,0 |
5,0–7,0 |
|
|
Вспениватель Т-92 |
g/t |
9,0 |
8,0–10,0 |
||||
|
Чан |
Ксантогенат, А- 90 % |
g/t |
11,5 |
12,9 |
10,2–11,8 |
||
|
Собиратель 442F, А-60 % |
g/t |
2,3 |
3,8 |
||||
|
Вспениватель Т-92 |
g/t |
12,5 |
11,0–14,0 |
||||
|
1-ая камера ф. м. |
Щелочность |
рН |
10,5–11,5 |
||||
|
4-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
3,0 |
3,3 |
2,2–3,4 |
||
|
Собиратель 442F, А-60 % |
g/t |
0,7 |
1,1 |
||||
|
Вспениватель Т-92 |
g/t |
8,0 |
7,0–9,0 |
||||
|
7-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
2,2 |
2,4 |
1,8–2,4 |
||
|
Собиратель 442F, А-60 % |
g/t |
0,5 |
0,9 |
||||
|
Вспениватель Т-92 |
g/t |
7,0 |
6,0–8,0 |
||||
|
3. |
Контрольная флотация |
10-ая камера ф. м. |
Ксантогенат, А- 90 % |
g/t |
2,2 |
2,4 |
1,8–2,4 |
|
Собиратель 442F, А-60 % |
g/t |
0,5 |
0,9 |
||||
|
Вспениватель Т-92 |
g/t |
3,5 |
3,0–4,0 |
||||
|
4. |
II перечистка |
Мельница доизмельчения кол. концта. |
Веретённое масло |
g/t |
6,0 |
1,0–2,0 |
|
|
Порода карбонатная,А-60 % |
g/t |
180 |
300 |
140–220 |
|||
|
1-ая камера ф. м. |
Концентрация свобод. СаО |
Mg/l |
400–500 |
||||
|
5. |
Общий расход реагентов |
Порода карбонатная, А-60 % |
g/t |
1620 |
2700 |
1480–1760 |
|
|
Веретённое масло |
g/t |
12,0 |
6,0–9,0 |
||||
|
Ксантогенат, А- 90 % |
g/t |
18,9 |
21,0 |
16,0–20,0 |
|||
|
Собиратель 442F, А-60 % |
g/t |
4,0 |
6,7 |
||||
|
Вспениватель Т-92 |
g/t |
40,0 |
35–45 |
||||
|
Карбамид |
g/t |
10,0 |
9,0–11,0 |
||||
Таблица 4
Расчет экономического эффекта после внедрение предложение
|
№ п/п |
Наименование показателя |
Ед. изм |
Июль 2018г |
Мероприятия |
Июль 2019г |
Откл |
Вып. |
||||||
|
план |
факт |
вып, % |
откл. |
план |
факт |
вып, % |
откл. |
||||||
|
1 |
Переработка руды |
т |
3 227 400 |
2 891 530 |
89,6 |
-335 870 |
2 913 000 |
2 713 044 |
93,1 |
-199 956 |
-178486 |
93,8 |
|
|
2 |
Содержание меди в руде |
% |
0,370 |
0,370 |
100 |
0,0 |
0,347 |
0,362 |
104,3 |
0,0 |
-0,008 |
97,8 |
|
|
3 |
Содержание молибдена в руде |
% |
0,00374 |
0,00414 |
110,7 |
0,00040 |
0,00371 |
0,00401 |
108,1 |
0,00030 |
0,000 |
96,9 |
|
|
4 |
Содержание золото в руде |
г/т |
0,459 |
0,507 |
110,5 |
0,048 |
0,500 |
0,537 |
107,4 |
0,037 |
0,030 |
105,9 |
|
|
5 |
Содержание серебро в руде |
г/т |
2,354 |
2,360 |
100,3 |
0,006 |
2,351 |
2,424 |
103,1 |
0,073 |
0,064 |
102,7 |
|
|
6 |
Содержание меди в концентрате |
% |
16,00 |
18,54 |
115,9 |
2,54 |
16,00 |
16,39 |
102,4 |
0,39 |
-2,150 |
88,4 |
|
|
7 |
Содержание молибдена в концентрате |
% |
40,00 |
30,09 |
75,2 |
-9,91 |
40,00 |
30,07 |
75,2 |
-9,93 |
-0,020 |
99,9 |
|
|
8 |
Содержание золото в концентрате |
г/т |
15,57 |
19,40 |
124,6 |
3,83 |
17,51 |
17,43 |
99,5 |
-0,08 |
-1,970 |
89,8 |
|
|
9 |
Содержание серебро в концентрате |
г/т |
80,04 |
90,03 |
112,5 |
9,99 |
81,85 |
78,42 |
95,8 |
-3,43 |
-11,610 |
87,1 |
|
|
10 |
Извлечение меди из медной руды |
% |
75,19 |
75,75 |
100,7 |
0,56 |
78,09 |
83,02 |
106,3 |
4,93 |
7,27 |
109,6 |
|
|
11 |
Извлечение молибдена |
% |
47,72 |
47,99 |
100,6 |
0,27 |
47,69 |
48,71 |
102,1 |
1,02 |
0,72 |
101,5 |
|
|
12 |
Извлечение золото из медной руды |
% |
59,04 |
57,85 |
98,0 |
-1,19 |
59,38 |
59,65 |
100,5 |
0,27 |
1,80 |
103,1 |
|
|
13 |
Извлечение серебро из медной руды |
% |
59,13 |
57,68 |
97,5 |
-1,45 |
59,04 |
59,38 |
100,6 |
0,34 |
1,70 |
102,9 |
|
|
14 |
Удельный расход веретонного масло в голову коллективной флотации |
г/т |
6,0 |
- |
6,0 |
||||||||
|
15 |
Удельный расход веретонного масло в 1-перечистку концентрата основной флотации |
г/т |
1,5 |
до 5,5 |
7,0 |
||||||||
|
16 |
Общий удеьный расход веретенного масло |
г/т |
7,50 |
5,5 |
13,0 |
||||||||
|
17 |
Общий расход веретенного масло |
т |
21,69 |
35,27 |
13,58 |
||||||||
|
18 |
Цена веретенного масло |
сум |
9 266 452 |
||||||||||
|
19 |
Сумма веретенного масло |
сум |
125 867 116 |
||||||||||
После внедрения предварительная прирост извлечение золота составляет 103,1 % или на 1,8 % увеличивается извлечение золото.
Литература:
1. Карпенко Н. В. Опробование и контроль качества продуктов обогащения руд. Недра, Москва, //1987 г., 215 стр.
2. Тихонов О. Н. Теория разделения минералов. Санкт-Петербургский государственный горный институт, Санкт-Петербург, 2008 г., 514 стр.
