





Теплоизоляция прибылей позволяет уменьшить расход жидкого металла, а также снизить брак в отливках, возникающий вследствие усадочных дефектов. Экзотермическая оболочка служит для уменьшения отвода тепла от прибыли в форму и окружающую среду и тем самым, препятствуя ее преждевременному охлаждению, быстрому образованию корки, увеличивает эффективный объем прибыли. При этом зеркало металла в прибыли в течение питания отливки опускается равномерно по всему сечению прибыли, что приводит к сокращению объёма металла за счёт отсутствия вытянутой в вертикальном направлении усадочной раковины. Это говорит об использовании экзотермических смесей, как об одном из наиболее эффективных способов борьбы с усадочными дефектами.
На сегодняшний день существует несколько подходов к расчету объема и конфигурации прибылей. Рассмотрим их на предмет удобства расчета и учета применения теплоизоляции.
Василевский П.Ф. предлагает две методики расчета
теплоизолированных прибылей. Одна из них основывается на
экспериментальных данных о продолжительности затвердевания
теплоизолированной прибыли, вторая подразумевает использование
номограммы. «Соотношение продолжительности затвердевания
прибыли и отливки, которое может быть принято при расчете прибылей,
зависит от теплофизических свойств применяемых экзотермических
смесей» [1, c. 114]. Необходимо знать
во сколько раз применяемый материал увеличивает общую
продолжительность затвердевания сравнимой прибыли, которая ранее
рассчитана для условий охлаждения в обычной песчаной форме, при
![]() .
Приняв, что теплоизоляционный материал увеличивает продолжительность
затвердевания в два раза, условие будет выглядеть следующим образом:
.
Приняв, что теплоизоляционный материал увеличивает продолжительность
затвердевания в два раза, условие будет выглядеть следующим образом:
![]() или
или
 ,
,
где
![]() и
и
![]() -
продолжительность затвердевания стали в теплоизолированной и обычной
прибылях соответственно,
-
продолжительность затвердевания стали в теплоизолированной и обычной
прибылях соответственно,
![]() и
и
![]() – приведенные толщины этих прибылей,
– приведенные толщины этих прибылей,
![]() – приведенная толщина термического узла или отливки в
простейшем случае. Отсюда:
– приведенная толщина термического узла или отливки в
простейшем случае. Отсюда:
![]() .
(1)
.
(1)
При сохранении равенства приведенных толщин![]() ,одинаковая
продолжительность затвердевания стали в обычной и теплоизолированной
прибыли может быть достигнута в общем случае при условии:
,одинаковая
продолжительность затвердевания стали в обычной и теплоизолированной
прибыли может быть достигнута в общем случае при условии:
![]()
или, преобразовав с учетом формулы, (1) и учтя начальное условие
![]() :
:
![]() [1. c. 115].
[1. c. 115].
В данном методе недостатком является косвенный конечный результат в виде приведенной толщины теплоизолированной прибыли, что обязывает технолога также рассчитывать объем и размеры прибыли. Помимо этого не учитываются параметры, такие как температурный режим заливаемого расплава и конфигурацию термического узла.
«Размеры этих прибылей также можно определять по номограмме
(рис. 1), считая нижнюю предельную границу области применения
прибылей соответствующей отношению
![]() .
В зависимости от теплофизических свойств этих смесей данная
предельная граница может соответствовать и другому минимальному
значению отношения
.
В зависимости от теплофизических свойств этих смесей данная
предельная граница может соответствовать и другому минимальному
значению отношения
![]() ,
определяемому экспериментально» [1, c.115].
,
определяемому экспериментально» [1, c.115].
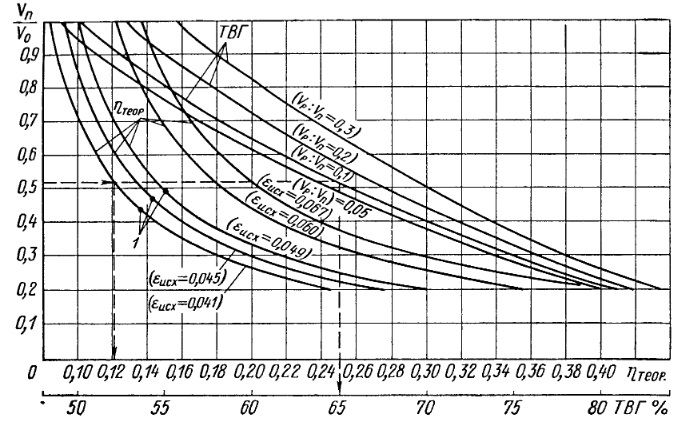
Рис. 1. Номограмма Василевского П.Ф.
Определение объема теплоизолированной прибыли по номограмме достаточно удобно, если технолог обладает всеми необходимыми для этого экспериментальными данными, однако это бывает не всегда так, и при отсутствии необходимых сведений подбор оптимального объема прибыли будет сводиться к перебору всех возможных вариантов, в результате чего будет потрачено слишком много драгоценного времени.
Чаще в применении можно встретить метод Пржибыла. В этом методе пользуются уравнением:
![]()
где H – высота прибыли, V
– объем питаемой части отливки,
![]() - усадка металла, %, в период от заливки до затвердевания, x
– коэффициент, равный отношению объема прибыли к объему
сосредоточенной усадочной раковины. «Коэффициент x
выбирается из условия работы прибыли: для прибылей, где рабочее
давление ниже атмосферного x=11-12; для
прибылей с атмосферным давлением в усадочной раковине x=9-10;
для теплоизолированных прибылей x=8-9; для
обогреваемых прибылей x=6-7» [4, c.
281]. Множитель k – зависит от
принимаемого соотношения
- усадка металла, %, в период от заливки до затвердевания, x
– коэффициент, равный отношению объема прибыли к объему
сосредоточенной усадочной раковины. «Коэффициент x
выбирается из условия работы прибыли: для прибылей, где рабочее
давление ниже атмосферного x=11-12; для
прибылей с атмосферным давлением в усадочной раковине x=9-10;
для теплоизолированных прибылей x=8-9; для
обогреваемых прибылей x=6-7» [4, c.
281]. Множитель k – зависит от
принимаемого соотношения
![]() для прибыли, например для
для прибыли, например для
![]() ,
k = 1,15, для открытой прибыли k=1,085.
,
k = 1,15, для открытой прибыли k=1,085.
Как видно, в данном методе учтены изменение объема в зависимости от той или иной конфигурации и применения теплоизоляции, однако результаты носят приблизительный характер, отклонение от оптимального объема прибыли порой может быть довольно велико.
Для определения объема прибылей часто используют метод Намюра-Шкленника:
![]() (2), где:
(2), где:
![]() –
безмерный коэффициент, учитывающий расстояние от места подвода
расплава к отливке до прибыли,
–
безмерный коэффициент, учитывающий расстояние от места подвода
расплава к отливке до прибыли,
![]() – безмерный коэффициент конфигурации прибыли (выводится для
каждой прибыли определенной конфигурации),
– безмерный коэффициент конфигурации прибыли (выводится для
каждой прибыли определенной конфигурации),
![]() –
приведенная толщина термического узла (см),
–
приведенная толщина термического узла (см),
![]() – объемная усадка сплава,
– объемная усадка сплава,
![]() – безмерный коэффициент, учитывающий относительную
продолжительность затвердевания теплового узла и прибыли в
зависимости от их конфигурации,
– безмерный коэффициент, учитывающий относительную
продолжительность затвердевания теплового узла и прибыли в
зависимости от их конфигурации,
![]() –
объем термического узла (см3),
–
объем термического узла (см3),
![]() –
безмерный коэффициент, учитывающий тепловое состояние прибыли и
теплового узла отливки. [2, c. 256-257]
–
безмерный коэффициент, учитывающий тепловое состояние прибыли и
теплового узла отливки. [2, c. 256-257]
Первое слагаемое правой части соответствует условию более позднего затвердевания прибыли по отношению к питаемой части отливки, а второе – максимально необходимому запасу расплава в прибыли и окончанию затвердевания теплового узла или отливки в простейших случаях.
Данный подход учитывает множество различных
параметров, а также тепловое состояние прибыли и теплового узла.
Минус формулы (2) в громоздком выводе коэффициента Z,
который сложно получить, не владея большим количеством справочной
информации. Во-первых,
![]() (3),
где
(3),
где
![]() - удельный полный тепловой поток на поверхности между металлом
прибыли и материалом формы,
- удельный полный тепловой поток на поверхности между металлом
прибыли и материалом формы,
![]() - удельный полный тепловой поток на поверхности между металлом
теплового узла отливки и материалом формы в области этого теплового
узла. Во-вторых, суммарный полный тепловой поток выражается как
- удельный полный тепловой поток на поверхности между металлом
теплового узла отливки и материалом формы в области этого теплового
узла. Во-вторых, суммарный полный тепловой поток выражается как
![]() (4),
где для песчано-глинистой формы
(4),
где для песчано-глинистой формы
![]() (5), где
(5), где
![]() - коэффициент полной суммарной теплоотдачи, ккал/м2.ч.град,
- коэффициент полной суммарной теплоотдачи, ккал/м2.ч.град,
![]() -
коэффициент теплоаккумуляции формы, ккал/м2.ч0,5.град,
равный 20-22 для стали,
-
коэффициент теплоаккумуляции формы, ккал/м2.ч0,5.град,
равный 20-22 для стали,
![]() - относительная продолжительность затвердевания.
- относительная продолжительность затвердевания.
Отталкиваясь от последнего вышеописанного подхода к расчету прибыли, автор решил доработать формулу (2) и вывести коэффициент Z, исходя из экспериментальных данных о применении различных теплоизолирующих материалов. Необходимо чтобы результатом расчета по новой формуле являлся наиболее оптимальный объем прибыли, а в качестве исходных данных выступали бы параметры, которые можно было бы легко выяснить.
Из формул (3), (4), (5), получим:
![]() (6), где
(6), где
 .
.
Вывод: промежуточный коэффициент k зависит
от относительной продолжительности затвердевания термического узла и
прибыли, что в свою очередь зависит от их конфигурации, и от разности
температур между металлом или формой в прибыли и термическом узле
соответственно, приведение же Z к виду
![]() (6*),
не является достоверным. Известно, что применение сухой
глиноперлитовой смеси с жидким стеклом, с процентным содержанием
перлита 40% (коэффициент теплоаккумуляции материала
(6*),
не является достоверным. Известно, что применение сухой
глиноперлитовой смеси с жидким стеклом, с процентным содержанием
перлита 40% (коэффициент теплоаккумуляции материала
![]() =
210 Вт*с0,5/м2*град
[3, c. 50] – см. там же коэффициенты
для других материалов) позволяет уменьшить объем прибыли в два раза
[3, с. 61] (а также согласно экспериментальным данным, полученным от
предприятия ООО «Инжиниринговый Центр «Информатизация
Литейного Производства»). Таким образом, при отношении
коэффициентов теплоаккумуляции
=
210 Вт*с0,5/м2*град
[3, c. 50] – см. там же коэффициенты
для других материалов) позволяет уменьшить объем прибыли в два раза
[3, с. 61] (а также согласно экспериментальным данным, полученным от
предприятия ООО «Инжиниринговый Центр «Информатизация
Литейного Производства»). Таким образом, при отношении
коэффициентов теплоаккумуляции
![]() ,
которое равно ≈ 6,8, (
,
которое равно ≈ 6,8, (![]() для песчано-глинистой формы равен 1430 Вт*с0,5/м2*град,
для песчано-глинистой формы равен 1430 Вт*с0,5/м2*град,
![]() для глиноперлита равен 210 Вт*с0,5/м2*град),
коэффициент k должен быть равен ≈
3,14. Если бы мы приняли в качестве достоверной формулу (6*),
то уменьшение объема прибыли произошло бы примерно в 6,8 раз, что не
соответствует действительности.
для глиноперлита равен 210 Вт*с0,5/м2*град),
коэффициент k должен быть равен ≈
3,14. Если бы мы приняли в качестве достоверной формулу (6*),
то уменьшение объема прибыли произошло бы примерно в 6,8 раз, что не
соответствует действительности.
Значение k ≈ 3,14 было получено
исходя из формулы (2) и условия
![]()
где
![]() -
объем прибыли, рассчитанный без учета теплоизолирующих оболочек,
-
объем прибыли, рассчитанный без учета теплоизолирующих оболочек,
![]() -
объем прибыли, рассчитанный с учетом применения теплоизолирующих
оболочек из глиноперлита, а также при условии того, что
технологические параметры изготовления отливки одинаковы.
-
объем прибыли, рассчитанный с учетом применения теплоизолирующих
оболочек из глиноперлита, а также при условии того, что
технологические параметры изготовления отливки одинаковы.
Обобщенные данные были занесены в таблицу 1.
Таблица 1
Соответствие коэффициента k отношению коэффициентов теплоаккумуляции материалов формы и теплоизоляции прибыли
|
|
k |
|
1 |
1 |
|
2 |
1,5 |
|
3 |
1,9 |
|
4 |
2,2 |
|
6,8 |
3,14 |
|
9,1 |
3,77 |
Значения таблицы 1 были аппроксимированы методом
наименьших квадратов и получен полином второго порядка,
![]() ,
приведенный к виду
,
приведенный к виду
![]() (7).
(7).
Исходя из (6) и (7), получим:
 ,
или преобразовав:
,
или преобразовав:
 (8).
(8).
Коэффициент Z в формуле
![]() после аппроксимации зависит только от теплофизических свойств,
применяемых материалов, а именно от отношения их коэффициентов
теплоаккумуляции и не зависит от конфигурации прибыли и термического
узла.
после аппроксимации зависит только от теплофизических свойств,
применяемых материалов, а именно от отношения их коэффициентов
теплоаккумуляции и не зависит от конфигурации прибыли и термического
узла.
Физический смысл Z таков: при применении теплоизоляционного материала, объем прибыли уменьшается тем значительнее, чем больше отношение коэффициента теплоаккумуляции формовочной смеси к коэффициенту теплоаккумуляции материала теплоизоляционной оболочки прибыли.
Конфигурацию прибыли численно характеризует
безразмерный коэффициент конфигурации
 ,
где
,
где
![]() –
площадь поверхности прибыли, контактирующая с поверхностью формы, а
также с воздухом для открытых прибылей (не включая площадь контакта
прибыли с отливкой),
–
площадь поверхности прибыли, контактирующая с поверхностью формы, а
также с воздухом для открытых прибылей (не включая площадь контакта
прибыли с отливкой),
![]() –
объем прибыли. Автор данной статьи вывел коэффициенты конфигурации
для конической закрытой, цилиндрической закрытой, конической
открытой, цилиндрической открытой прибылей прямого питания, а также
цилиндрической и конической прибылей бокового питания с учетом
нескольких отношений размеров прибыли. Все они приведены в таблице 2.
–
объем прибыли. Автор данной статьи вывел коэффициенты конфигурации
для конической закрытой, цилиндрической закрытой, конической
открытой, цилиндрической открытой прибылей прямого питания, а также
цилиндрической и конической прибылей бокового питания с учетом
нескольких отношений размеров прибыли. Все они приведены в таблице 2.
Таблица 2
Коэффициенты конфигурации различных прибылей
|
Геометрическая форма прибыли |
Открытая/закрытая |
Расположение прибыли |
Коэффициент конфигурации прибыли,
|
|
Цилиндрическая |
Закрытая |
Прямого питания |
108,57 (H = 1,25Д) |
|
Цилиндрическая |
Закрытая |
Бокового питания |
184.87 (H = 1,5Д) |
|
Цилиндрическая |
Открытая |
Прямого питания |
254 (H=1,5Д) |
|
Коническая |
Закрытая |
Прямого питания |
144 (H=1,25Д) |
|
Коническая |
Закрытая |
Бокового питания |
196 (H = 2Д) 181 (H = 1,5Д) 204,62 (H = 2,4Д) |
|
Коническая |
Открытая |
Прямого питания |
313,7 (H=2Д) |
Выводы: использование теплоизоляции прибылей – одно из наиболее удачных решений по борьбе с усадочными дефектами и экономии сплава. Проанализировав современные методы расчета прибылей, автор статьи на основе экспериментальных данных и формулы Намюра-Шкленника вывел коэффициент Z, учитывающий коэффициент теплоаккумуляции, что позволит просто рассчитывать оптимальный объем различных прибылей на основе известных технологических параметров, включая теплоизоляцию, и определить степень эффективности применения экзотермических оболочек. Данное исследование будет заложено в основу разрабатываемой автором автоматизированной системы по расчету прибылей.
Литература:
Василевский П.Ф. Технология стального литья. М., «Машиностроение», 1974, 408 с.
Производство стальных отливок: Учебник для вузов/Козлов Л.Я., Колокольцев В.М., Вдовин К.Н. и др./ Под ред. Л.Я. Козлова. — М.: МИСИС, 2003. — 352 с.
Горенко В.Г., Яновер Я.Д. Теплоизоляционные материалы в литейном производстве. — К.: Технiка, 1981. — 96 с., ил. — Библиогр.: c. 92-94.
Конспект лекций / Авторы: Саначева Г. С., Степанова Т. Н., Баранов В. Н. Губанов И. Ю. Красноярск: СФУ, 2008 г. - 369с.
