





Введение. Традиционный подход к производству, независимо от вида продукции — это ее изготовление и контроль качества, с целью проведения проверки готовой продукции и отбраковки той, которая не соответствуют установленным требованиям. Такая стратегия часто приводит к потерям и не является экономичной, так как базируется на проверке постфактум, когда бракованная продукция уже изготовлена. Очевидно, что в данном случае эффективным является использование стратегии предупреждения потерь, что позволяет избежать лишних затрат при начальном производстве непригодной продукции. Этого можно достичь, собирая и анализируя информацию о процессе производства таким образом, чтобы потом влиять на сам процесс [1].
Одним из элементов системы обеспечения качества продукции являются испытательные лаборатории, которые проводят исследования на соответствие требованиям аналитической нормативной документации, утвержденной при регистрации. В связи с этим очень важным является вопрос доверия к результатам, получаемым испытательными лабораториями. Такое доверие не может быть определено законодательством, оно формируется в результате постоянной демонстрации ими, в соответствии с официально признанными механизмами проверки, достоверности получаемых данных.
Для обеспечения качества контроля в испытательных лабораториях часто применяются контрольные карты Шухарта, которые представляют собой графический способ использования статистических методов для управления производственными процессами [2].
Таким образом, анализ возможностей контрольных карт Шухарта, как действенного инструмента современных моделей системы управления качеством в различных сферах и отраслях, приобретает особую актуальность, теоретическую и практическую значимость, что в целом предопределяет выбор темы данной статьи.
Цель. Изучить особенности использования контрольных карт Шухарта, в качестве наглядного инструмента внутрилабораторного контроля качества измерений.
Основная часть. Контрольные карты Шухарта представляют собой графический инструмент, отражающий изменение ключевых параметров процесса, благодаря использованию статистических принципов на основе выборочно полученных данных через приблизительно равные промежутки времени [3]. Они широко используются для контроля параметров продукции, а также усовершенствования технологических процессов. Характеристикой может быть индивидуальное значение, среднее значение или стандартное отклонение измеряемой величины из подгруппы измерений одного образца. В лабораторных условиях в большинстве своем применяются контрольные карты количественных показателей.
Контрольные карты количественных показателей имеют следующие преимущества:
- Большинство процессов и их продукция на выходе имеют измеряемые, количественные характеристики, поэтому эти карты в лабораториях применяются чаще.
- Измеренное значение показателя способно дать больше аналитической информации чем простое утверждение типа «да или нет».
- Карты запускаются одновременно с процессом и позволяют получить независимую картину того, на что этот процесс способен.
- Несмотря на то, что получение количественных данных дороже по сравнению с альтернативными, объемы подгрупп для количественных показателей практически всегда гораздо меньше и в этом случае более эффективны [4].
С использованием материалов лабораторных испытаний минеральных вод на содержание общего органического углерода, рассмотрим особенности практического применения карт Шухарта.
Для построения карт необходимы результаты испытаний референтного материала (воды) по конкретному показателю (содержание общего органического углерода), которые получены через приблизительно равные промежутки времени, или через равное количество испытаний, тестирующих этот же показатель. Например, это может быть проведение ежедневного испытания качества воды, или референтный материал, которые испытывается через каждые 10 испытаний, или сертифицированный эталонный материал, получение и использование которого регламентировано методикой испытаний.
На карту наносят в виде горизонтальных прямых различные «границы», а выход результата за эти пределы свидетельствует о нестабильности процесса измерений.
Контрольные пределы на картах находятся на расстоянии 3 от центральной линии, где — стандартное отклонение (дисперсия), которое для данного типа карты оценивается с использованием среднего арифметического скользящих размахов по специальным формулам:
где, Xj — j-е значение измерения; ![]() количество измерений;
количество измерений;
![]() - среднее арифметическое всех значений;
- среднее арифметическое всех значений;
Rj — j-е значение скользящего размаха;
![]() - среднее арифметическое скользящих размахов.
- среднее арифметическое скользящих размахов.
2 («предел предупреждения») — свидетельствует о том, что процесс вышел из статистически контролируемого состояния с доверительной вероятностью ~ (0,95–0,99) при этом остановка измерений не требуется.
3 «предел действий» — свидетельствует о выходе процесса из статистически контролируемого состояния с доверительной вероятностью, превышающей ~ 0,99. Эта ситуация требует остановки исследований и корректировки процесса измерений (после корректирующих действий необходимо повторно исследовать пробы) [5].
В общем случае формула экспоненциально-взвешенного скользящего среднего выглядит:
Si =a × Xi + (1-a) × Si-1,
где Si — текущее взвешенное значение кривой скользящего среднего;
α — коэффициент сглаживания;
Xi — текущее среднее значение результата измерения;
Si-1 — предварительное взвешенное значение кривой скользящего среднего.
Весовой коэффициент α устанавливает скорость «старения» предыдущих данных — чем больше его значение, тем больший вес имеет последний результат измерения и тем меньший предварительные результаты.
На рис. 1 представлена контрольная карта содержания общего органического углерода (ООУ) в минеральной воде, стандартный образец 200,0 мг/дм3
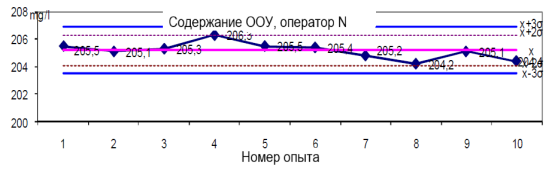
Рис. 1. Контрольная карта содержания ООУ, стандартный образец 200,0 мг/дм3
Как видно из рис. 1, в ходе измерения зафиксирован тревожный признак — из десяти точек одна лежит точно на границе контрольного состояния (2σ), хотя сам процесс остается статистически контролируемым.
Заключение. Использование метода контрольных карт в качестве инструмента внутрилабораторного контроля качества измерений позволяет установить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне и остается ли он в этом состоянии. Это позволяет поддерживать высокую степень однородности важнейших характеристик продукции с помощью непрерывного фиксирования информации о качестве продукции в процессе производства.
Литература:
- Шаталов К. В. Контроль стабильности результатов анализа с использованием контрольных карт Шухарта // Мир нефтепродуктов. Вестник нефтяных компаний. 2018. № 1. С. 31–41.
- Шелехова Н. В. Внутрилабораторный контроль качества измерений с применением IT-технологий // Пищевая промышленность. 2018. № 10. С. 70–73.
- Сахабиева Г. А., Исмаилова Р. Н. Контроль стабильности результатов количественных химических анализов // Вестник Технологического университета. 2016. Т. 19. № 7. С. 103–106.
- Кропанев А. Ю., Лаврова Н.Н Лабораторно-информационный менеджмент-систем для повышения эффективности работы аналитических лабораторий // Вода Magazine. 2017. № 10 (122). С. 28–31.
- Иванова Л. С. Внутрилабораторный контроль качества результатов испытаний в практике экологических испытательных лабораторий // Международный студенческий научный вестник. 2017. № 4–4. С. 499–503.
