





В работе были освещены основные виды наплавки и предъявляемые к ним требования. Провели макро и микроструктурный анализ поверхности наплавленного металла.
Ключевые слова: сталь, наплавка, микроструктура, твердость, поверхность.
Одной из важных отраслей современной сварочной техники является наплавка — нанесение расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом [1].
Известны два вида наплавки:
– изготовительная. При этом виде наплавки химический состав основного металла и наплавленного рабочего слоя различен; слой наплавленного металла придает особые заданные свойства;
– восстановительная наплавка применяется для получения первоначальных размеров изношенных деталей. В этом случае наплавленный металл должен быть идентичен по составу и механическим свойствам основному металлу [2].
К наплавке предъявляются следующие требования:
- Минимальное проплавление основного металла;
- Минимальное значение остаточных напряжений и деформаций металла в зоне наплавки.
Объектом исследования выступил образец, внешний вид которого приведен на рис. 1. Для наплавки может применяться любой металл. При проведении макроструктурного анализа были обнаружены следы наплавки и зоны термического влияния.

Рис. 1. Макроструктура образца
Затем проводили микроструктурный анализ. Для выявления микроструктуры образец травили 5 % спиртовым раствором азотной кислоты и рассматривали микроструктуру образца с помощью микроскопа ЭПИКВАНТ. Полученные структуры представлены на рис. 2, 3
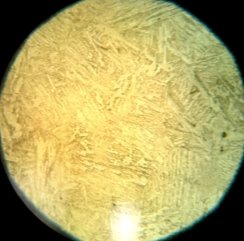
Рис. 2. Микроструктура поверхности образца основного металла, х200
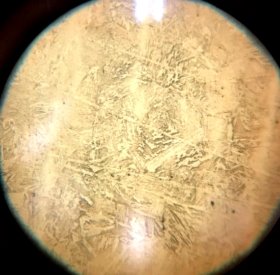
Рис. 3. Микроструктура поверхности образца в зоне наплавки, х200
Микроструктурный анализ позволил установить, что структура в зоне основного металла идентична структуре в зоне наплавки. Это говорит о том, что проводилась восстановительная наплавка, в ходе которой была восстановлена первоначальная структура. Структура наплавленного слоя и основного металла представляет собой мартенсит игольчатый и аустенит остаточный [3].
По литературным данным твердость наплавленного слоя может быть повышена за счет закалки с последующим отпуском. В лабораторных условиях определили твердость, и она составила 60 HRC.
По изученной микроструктуре можем предположить, что после наплавки была проведена закалка и с последующим отпуском, вследствие которой мы можем наблюдать соответствующую структуру. Наплавка проводилась предположительно дуговая. Ввиду того, что любая наплавка сопровождается образованием зоны термического влияния, которая на нашем образце составила 6 мм. По литературным данным выяснено, что проведение дуговой наплавки зона термического влияния достигает 3–6 мм, это позволяет нам предположить о проведении дуговой наплавки.
Литература:
- Хасуи А., Моригаки О. Наплавка и напыление / Пер.с яп.В. Н. Попова. Под ред.В. С. Степина, Н. Г. Шестернева. М.: Машиностроение, 1985. – 240с.
- Грохольский, Н. Ф. Восстановление деталей машин и механизмов сваркой и наплавкой.- М.: Машиностроение. – 1966. – 275с.
- Сварочные работы: учебное пособие для начального профессионального образования / В. И. Маслов. — 6-е изд., стер. — М.: Издательский центр «Академия», 2007. — 240 с.
