





В данной статье сделан обзор и смоделирован технологический процесс очисткой попутного газа в среде UniSim Design. Модель состоит двух частей — модели установившегося состояния и динамической модели. Показаны результаты подбора регуляторов и переходные характеристики.
Ключевые слова: сырой газ, технологический процесс, динамическое моделирование, компонентный состав, попутный газ.
Рациональная утилизация добываемого попутного нефтяного газа является одной из наиболее актуальных задач в области энерго- и ресурсосбережения. В целях предотвращения загрязнения атмосферного воздуха выбросами вредных веществ и сокращения эмиссии парниковых газов, образующихся при сжигании попутного нефтяного газа, устанавливаются жесткие требования к объемам сжигания попутного нефтяного газа на факельных установках.
Одним из наиболее перспективных вариантов промысловой утилизации попутного нефтяного газа сернистой нефти является его использование для выработки электрической и тепловой энергии на газопоршневых или турбинных станциях для обеспечения энергией предприятия. Однако наличие в составе попутного газа сероводорода H2S не позволяет применять его в качестве топливного газа большинства энергоустановок и значительно сокращает срок службы печей подогрева нефти и паровых котлов на промыслах. Кроме того, он также содержит СО2 и различные меркаптаны [1].
Сероводород — токсичный газ, вызывающий химическую и электрохимическую (в присутствии воды) коррозию металлов. При определенных условиях протекает сульфидное растрескивание металлов. Отмечается коррозионное действие газа с содержанием 0,025 % H2S и выше, этот процент считается «порогом» коррозионной концентрации сероводорода, ниже которого присутствие H2S считается «следами». Однако наличие других факторов (высокое давление, присутствие H2O, O2) могут привести к коррозии и при меньшем содержании сероводорода. Таким образом, очистка углеводородного газа от сероводорода вызывается не только требованиями санитарно-гигиенического порядка, но и диктуется производственной необходимостью.
К тому в отечественной литературе малое количество исследований на данную тему. В особенности это касается систем управления, моделей и оптимизации процессов. Для исследования различных структур систем управления необходимо разработать подходящую эталонную модель, отражающий реалистичный технологический процесс очистки попутного газа.
В данной статье рассматривается построение модели технологического процесса в среде UniSim Design, исследование системы управления технологическим процессом путем симулирования различных сценариев.
Основным назначением рассматриваемой установки является очистка нефтяного газа, поступающего с сепаратора нефти и газа, от содержащихся в нём кислых компонентов (Н2S и СО2), циркулирующим раствором диэтаноламина (ДЭА). Кроме ДЭА также используются моноэтаноламин (МЭА), метилдиэтаноламин (МДЭА) и другие сорбенты. Термины попутный и сырой газ в данном контексте являются взаимозаменяемыми.
Технологический процесс очистки попутного газа от сероводорода можно условно разделить на две ступени:
− абсорбирование кислых компонентов в колонне-абсорбере;
− регенерация сорбента в колонне-регенераторе.
Рассмотрим подробно эти ступени. Попутный газ, выделенный из нефти в сепараторе все еще содержит в себе капли воды и жидких углевородов, которые отрицательно влияют на процесс абсорбции. Поэтому поток газа (1) проходит через сепаратор-каплеотбойник (І). Далее сырой газ вводится в нижнюю часть колонны-абсорбера (ІІ). В верхнюю часть абсорбера подается питающий поток ДЭА (2), который протекая через тарелки, контактирует с восходящим потоком газа. Таким образом ДЭА впитывает в себя кислые компоненты находящиеся в газах. О размерах колонны для эффективного прохождения процесса проведены множество исследований [2].
Очищенный газ (4) выводится с верхней части колонны и далее направляется на установку фракционирования газа. Насыщенный кислыми компонентами ДЭА (3) выводится с куба колонны и, проходя через емкость для понижения давления (ІІІ) и теплообменник (ІV), охлаждается путем нагревания регенерированного амина (2). Далее подается в верхнюю часть колонны-регенератора (V), и скапливается в кубе. Насыщенный ДЭА с куба нагревается за счет пара в ребойлере (VІІІ) и обратно возвращается в десорбер. При нагревании кислые компоненты (5) разделяются от ДЭА и выводятся с верхней части колонны-регенератора (рис.1).
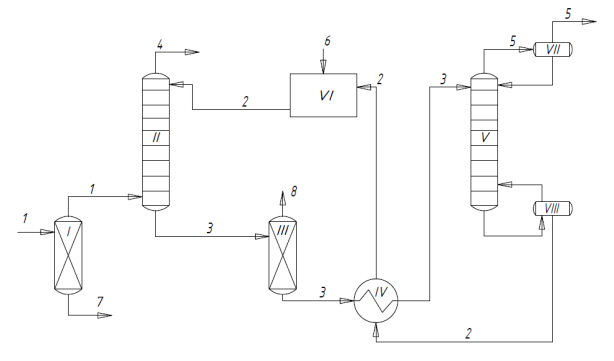
Рис. 1. Упрощенная технологическая схема процесса аминовой очистки: І — сепаратор-каплеотбойник, ІІ — абсорбер, ІІІ — емкость для понижения давления, ІV — теплообменник, V — регенератор, VІ — резервуар для хранения сорбента, VІІ — конденсатор, VІІІ — ребойлер; 1 — сырой газ, 2 –регенированный амин, 3 — насыщенный амин, 4 — обессеренный газ, 5 — кислый газ, 6 — вода, 7 — жидкие углеводороды, 8 — кислые компоненты
Очищенный ДЭА (2), выводится из ребойлера и, проходя вышеупомянутый теплообменник (ІV), скапливается в резервуаре для хранения (VІ),. Далее в ДЭА добавляется вода (6) для поддержания оптимальной концентрации раствора. Подготовленный раствор подается в верхнюю часть абсорбера. В разных процессах концентрация раствора различается [3].
Были построены две модели в среде UniSim Design по данной технологической схеме: модель установившегося состояния и динамическая модель.
Модели установившегося состояния (steady-state models) широко используются в промышленности, став обыденной или даже более необходимой практикой. Моделирование установившегося состояния является ключевым для концептуализации процесса, проектирования и оценки, и является действительно зрелый технологический инструмент. Тем не менее, устойчивое состояние является идеалистическим определением, используемым инженерами как представление «проектных» условий, которые не всегда выполняются из-за изменений в сырье, спецификации продукта, изменения в производительности из-за требований маркетинга и присущего динамического поведения процессов.
Наиболее существенным отличием между стационарным и динамическим моделированием является то, что устойчивое состояние предполагает, что переменные постоянны по времени. Это означает, что в установившемся режиме накопление в системе отсутствует, поэтому общая масса и потребляемая энергия соответствуют его выходу. И наоборот, динамические модели учитывают скорость накопления массы и энергии в системе, что позволяет определить, сколько времени потребуется для достижения стабильного состояния, начиная с заданного начального состояния.
Создание модели состоит из трех основных этапов:
Setup;
Steady-state simulation (симулирование установившегося состояния);
Dynamic simulation (симулирование динамической модели)
Шаг Setup заключается в выборе компонентов и материалов для данного технологического процесса, Fluid Package — пакета решения. В данном случае компонентами являются: N2, CO2, H2S, CH4 (метан), C2H6 (этан), C3H8 (пропан), i-C4H10 (изобутан), n-C4H10 (н-бутан), i-C5H12 (изопентан), n-C5H12 (н-пентан), C6H14 (гексан), C7H16 (гептан), H2O, ДЭА (диэтаноламин).
Компонентный состав потока сырого газа указан в таблице 1.
Таблица 1
Компонентный состав сырого газа
|
Компонент |
Сырой газ, моль% |
|
Вода |
0,09 |
|
Сероводород |
9,61 |
|
Двуокись углерода |
2,41 |
|
Азот |
1,21 |
|
Метан |
66,34 |
|
Этан |
12,14 |
|
Пропан |
5,79 |
|
Сумма бутанов |
1,65 |
|
Сумма пентанов |
0,52 |
|
Сумма гексанов и выше |
0,24 |
|
Сумма меркаптанов |
0,00 |
Компонентный состав обессеренного газа на выходе из абсорбера указан в таблице 2.
Таблица 2
Компонентный состав обессеренного газа
|
Компонент |
Содержание, моль% |
|
Метан |
74,8 |
|
Этан |
13,18 |
|
Пропан |
6,41 |
|
Изобутан |
1,01 |
|
Бутан |
1,94 |
|
Изопентан |
0,39 |
|
Пентан |
0,33 |
|
Гексан |
0,15 |
|
Метилмеркаптан |
0,13 |
|
Этилмеркаптан |
0,15 |
|
Сероводород |
0,00 |
|
Вода |
0,20 |
Построенная модель в установившемся состоянии полностью исполняет свои функции, а именно содержание H2S в обессеренном газе равна 0,00 моли. Результаты модели в установившемся состоянии указаны на рис. 2.
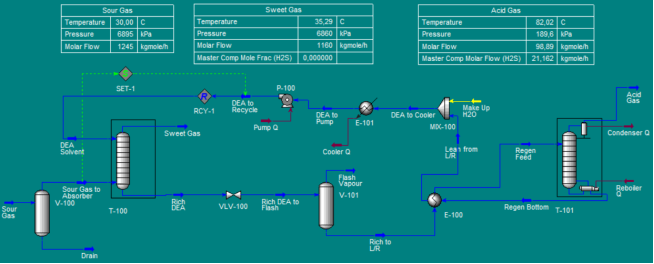
Рис. 2. Результаты моделирования установившегося состояния
Для проведения динамического моделирования были внесены некоторые изменения в схему. Были добавлены насосы, клапана, и следующие регуляторы:
V100-LC — регулятор уровня в сепараторе V-100 путем управления расходом дренажа жидких углеводородов;
Flash-TK-LC — регулятор уровня в сепараторе V-101 путем управления расходом выпуска газов при снижении давления;
LIC-100 — регулятор уровня в резервуаре регенерированного амина V-101 путем управления расходом добавочной воды;
LIC-100@COL2 — регулятор уровня регенерированного амина в ребойлере регенератора путем управления расходом выпуска регамина;
Cond-LC — регулятор уровня конденсата в конденсаторе регенератора путем управления расходом орошения;
TIC-100 — регулирование температуры регенерированного ДЭА;
TIC-103@COL2 — регулирование температуры рецикла регенерированного ДЭА в куб регенератора;
PIC-100@COL1 — регулирование давления очищенного газа на выходе из абсорбера;
PIC-100@COL2 — регулирование давления кислого газа на выходе из регенератора;
FIC-100 — регулирование расхода ДЭА на абсорбер.
Видоизмененная технологическая схема предоставлена на рис. 3.
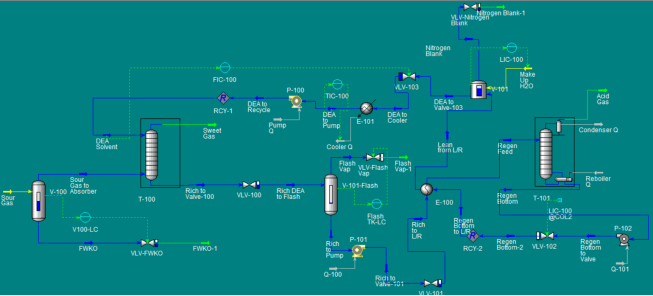
Рис. 3. Технологическая схема для динамического моделирования
Результатами динамического моделирования являются переходные процессы — реакция объекта на возмущающее воздействие. Одним из возмущающх возйдействий на установку является изменения расхода подаваемого газа. На рис. 4 и 5 показаны изменения в системе при изменении расхода газа.
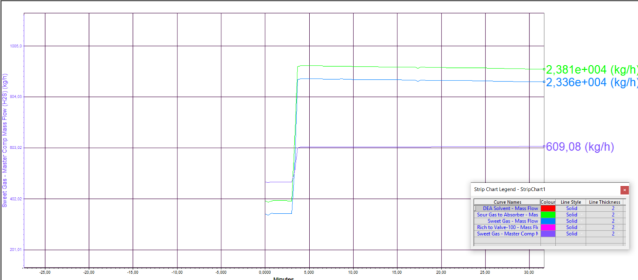
Рис. 4. Реакция характеристик абсорбера на изменение расхода сырого газа с 1000 на 1250 (кгмоль/ч)
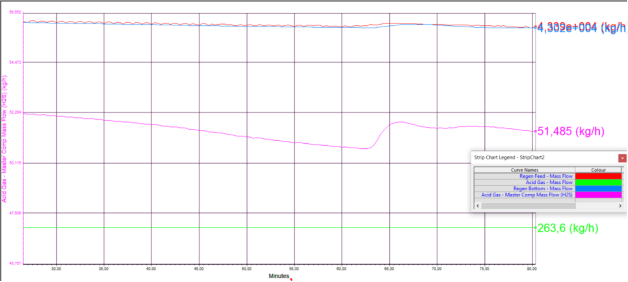
Рис. 5. Реакция на изменение расхода газа с 1250 на 1500 (кгмоль/ч). Скачок в содержании Н2S в составе кислого газа
Из результатов проведенных экспериментов можно сделать вывод что подобранные контроллеры управляют технологическим процессом приемлемым образом. К тому же результаты исследования могут быть использованы для дальнейшего исследования более сложных регуляторов (APC, MPC).
Литература:
- Мазгаров, А. М. Технологии очистки попутного нефтяного газа от сероводорода / А. М. Мазгаров, О. М. Корнетова. — Казань: Казанский университет, 2015. — 70 c. — Текст: непосредственный.
- Modeling study on CO2 and H2S simultaneous removal using MDEA solution / Nejad,Ghaffar Tohid [и др.]. — // Journal of Industrial and Engineering Chemistry. — 2016. — № 34. — С. 344–355.
- Dynamic modelling and analysis of post-combustion CO2 chemical absorption process for coal-fired power plants / A. Lawal [и др.]. — // Fuel. — 2010. — № 89. — С. 2791–2801.
- Honeywell, UniSim Design tutorials and applications, Honeywell, 2010.
- Al-Naumani, Y. H. Gas Phase Train in Upstream Oil & Gas Fields: Part-I Model Development / Y. H. Al-Naumani, J. A. Rossiter, S. J. Bahlawi. — // IFAC-PapersOnLine. — 2016. — № 49–7. — С. 875–881.
