





Проведено моделирование начальной стадии процесса пилигримовой прокатки. Получены эпюры перемещений металла и напряжений в очаге деформации.
Ключевые слова: очаг деформации, напряжения, перемещения, подача, гильза, валки.
Simulation of the initial stage of pilger rolling is performed. Distribution diagram of displacements and stresses of the metal in the deformation zone is presented.
- Key words: Deformation zone, stress, displacement, batch, shell, rolls
Периодическая прокатка относится к периодическим процессам, при которой цикл деформации гильзы в трубу осуществляется за один оборот валков с переменным радиусом калибра, причем направление вращения валков противоположно направлению подачи гильзы в валки. При вращении валков их передние захватывающие гребни сближаются и происходит захват гильзы и последующее обжатие по диаметру и толщине стенки [1]. Основной проблемой, возникающей при периодической пилигримовой прокатке труб является обеспечение надежного захвата гильзы валками. В связи с этим очень важно исследовать напряженно-деформированное состояние металла в очаге деформации в начальной стадии пилигримовой прокатки, что позволит оценить закономерности образования мгновенного очага деформации и распределения напряжений, как по длине очага деформации, так и по периметру гильзы в зависимости от величины подачи гильзы в валки.
Моделирование начальной стадии процесса пилигримовой прокатки труб выполнялось с использованием программного продукта ANSYS v10.0 [2]. Расчет выполнялся с использованием метода конечных элементов в объемной постановке. Упор сделан на определении напряженно-деформированного состояния в начальной стадии процесса пилигримовой прокатки, где бойковой частью валка осуществляется захват и интенсивная деформация гильзы. Материал трубы в очаге деформации испытывает упругопластические деформации, которые достигают конечных значений. Поскольку их уровень высок, то при описании модели материала трубы в очаге деформации учтена не только физическая, но и геометрическая нелинейность. При записи уравнений состояния использован случай простого нагружения. Для материала трубы принята упруго-пластическая модель Прандтля-Рейса. Сопротивление деформации зависит от степени и скорости деформации и температуры прокатываемого металла. Принимается, что трение по всей поверхности контакта валков с трубой подчиняется закону сухого трения Кулона, причем коэффициент трения постоянен на всей контактной поверхности и равен 0,34. Рассматривался процесс прокатки труб из стали 14ХГС диаметром 325 мм из гильзы диаметром 500 мм, диаметр дорна равен 300 мм. Моделирование начальной стадии процесса пилигримовой прокатки проводили для калибровки валков где центральные углы участков поперечного сечения валка равны: бойкового – 110 градусов, полирующего – 65 градусов, выпуска – 45 градусов, холостого – 140 градусов (калибровка 110-65-45-140), причем начальный радиус бойка равен 260 мм. Скорость вращения валков составляла 45 об/мин. Величина подачи гильзы составляла 10 и 20 мм. Температура прокатываемого металла гильзы принята постоянной и равной 1050 &#;С.
Результаты расчета контактных нормальных – SX, касательных – SXZ, тангенциальных – SY и продольных – SZ напряжений приведены по линиям 1, 5, 9, 13 и 17 контакта калибра с гильзой (рис. 1). Также представлены результаты расчета нормальных – UX (обжатий) и продольных – UZ перемещений по линиям 1, 5, 9, 13 и 17 контакта калибра с заготовкой.
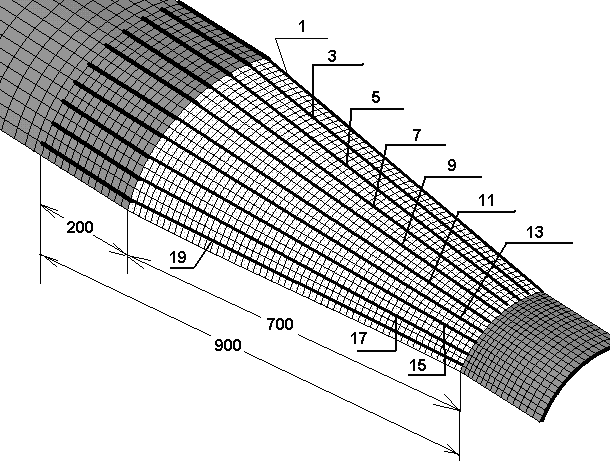
Рис. 1. Расчётная модель очага деформации
Изменение исследуемых параметров для каждой подачи гильзы в валки (10 или 20 мм) приведено для углов поворота валка 0, 1, 3, 5, 7 и 9 градусов. Таким образом, для каждой подачи приведены графики изменения напряжений в очаге деформации и перемещений металла для шести положений валка.
Характер изменения усилий и моментов прокатки в исследуемом диапазоне поворота валка показан на рис. 2 и 3, из которых следует, что в начальной стадии процесса пилигримовой прокатки силовые параметры существенно зависят от величины подачи гильзы в валки. Так, например, при угле поворота валка 9 градусов при подаче 10 мм усилие прокатки равно 1400 кН, а при подаче 20 мм оно возрастает до 1950 кН. Также наблюдается мгновенное нарастание момента прокатки при захвате гильзы валками, который при подаче 20 мм и угле поворота валка 9 градусов достигает 84 кН·м.
На рис. 4 приведены графики изменения нормальных, касательных, тангенциальных и продольных напряжений по длине и периметру мгновенного очага деформации при подаче 20 мм и угле поворота валка 9 градусов. Из графиков следует, что нормальные напряжения SX сжимающие и распределяются по периметру очага деформации неравномерно, достигая наибольших значений 100-110 МПа в зоне линий 5 и 9. В этой зоне имеют место и наибольшие обжатия стенки трубы, равные 4 мм (рис. 5).
Рис. 2. Характер изменения усилий прокатки в исследуемом диапазоне поворота валка
Рис. 3 Характер изменения моментов прокатки в исследуемом диапазоне поворота валка
Отличительной особенностью распределения касательных напряжений SXZ вдоль мгновенного очага деформации является смена знака, то есть имеются зоны отставания и опережения, а напряжения достигают величины 28 МПа (рис. 4). Распределение тангенциальных напряжений характеризуется тем, что сначала возникают растягивающие напряжения и их максимум (23 МПа) наблюдается в начале мгновенного очага деформации, затем они переходят в сжимающие, максимальное значение которых 70 МПа имеет место примерно в середине мгновенного очага деформации (рис. 4).
Рис. 4. Контактные нормальные – SX, касательные – SXZ, тангенциальные - SY и продольные - SZ напряжения по линиям 1, 5, 9, 13 и 17 контакта калибра с заготовкой. Угол поворота валка 9 градусов. Подача 20 мм
Аналогичный характер распределения имеют и продольные напряжения, которые из растягивающих с максимальной величиной 61 МПа и переходят в сжимающие, достигающие величины 60 МПа. Причем максимум тангенциальных и продольных напряжений наблюдается в области линий 5 и 9.
Графики (рис. 5) характеризуют распределение нормальных UX (обжатий) и продольных перемещений металла по длине и периметру мгновенного очага деформации. Из графиков следует, что в начальной стадии процесса пилигримовой прокатки продольные перемещения металла противоположны направлению подачи гильзы в валки.
Рис. 5. Нормальные – UX (обжатие) и продольные –UZ перемещения по линиям 1, 5, 9, 13 и 17 контакта калибра с заготовкой. Угол поворота валка 9 градусов. Подача 20 мм
Заключение
В результате теоретического исследования определен уровень и характер распределения перемещений металла и напряжений по длине и периметру мгновенного очага деформации для начальной стадии процесса пилигримовой прокатки.
Литература:
1. Данченко В.Н. Технология трубного производства / В.Н. Данченко, А.П. Коликов, Б.А. Романцев, С.В. Самусев. М.: Интермет Инжиниринг, 2002. 640 с.
2. ANSYS. Structural Analysis Guide. URL: http://www.cadfem.ru
