





К отливкам
вагонов предъявляются повышенные требования по качеству изготовления.
Вызвано это серьезными потерями при разрушении отливок в процессе
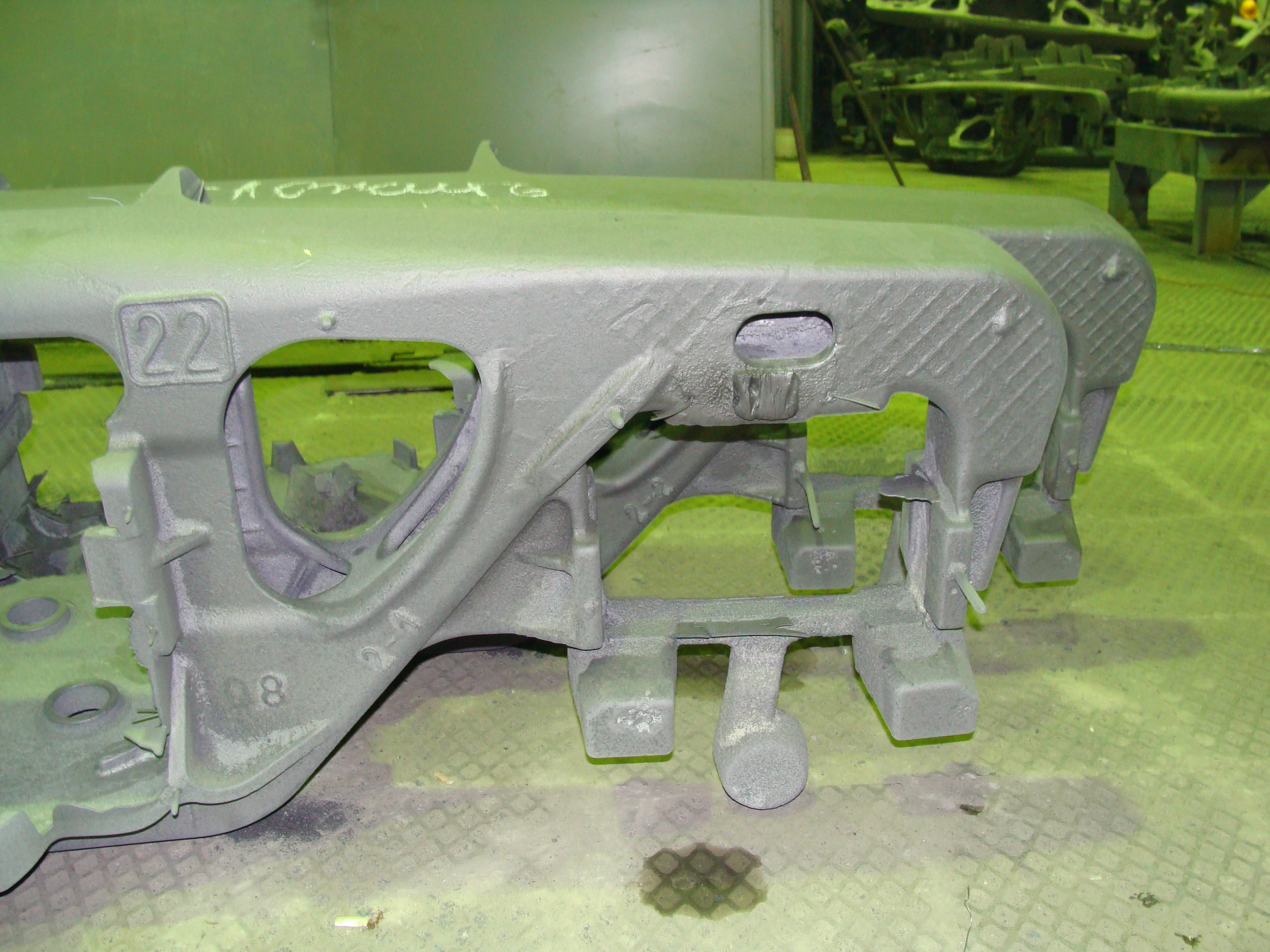
эксплуатации. К наиболее ответственным отливкам относится «Рама
боковая», представленная на рис.1, разрушение которой в
процессе эксплуатации приводит к крушению вагонов. При заливке формы
сталью 20ГЛ с недостаточной температурой, либо пониженной
жидкотекучестью, происходит дальнейшее ухудшение жидкотекучести
расплава, его окисление, снижение температуры. В результате поток
расплава может остановиться. Если этот, начинающий затвердевать
участок отливки, не будет расплавлен за счет теплоты перегрева
металла, продолжающего поступать в форму при заливке, то в месте их
контакта могут образоваться неспай или недолив. Для повышения
жидкотекучести, температуру стали при заполнении ковша в ряде
случаев доводят до 1600![]() С
[1]. При использовании стали с такой температурой значительно
снижается вторичное окисление металла, но возникает опасность
образования горячих трещин. Использование охлаждающе-упрочняющих
ребер жесткости не всегда дают положительные результаты. Поэтому
проблема увеличения жидкотекучести стали 20ГЛ при её пониженной
температуре (1530-1550
С
[1]. При использовании стали с такой температурой значительно
снижается вторичное окисление металла, но возникает опасность
образования горячих трещин. Использование охлаждающе-упрочняющих
ребер жесткости не всегда дают положительные результаты. Поэтому
проблема увеличения жидкотекучести стали 20ГЛ при её пониженной
температуре (1530-1550![]() )
является актуальной и требует проведения исследовательской работы.
)
является актуальной и требует проведения исследовательской работы.
Одним из направлений предупреждения образования окисных плен на отливках из стали 20ГЛ, является нанесение на поверхность формы веществ, способных создавать активную восстановительную атмосферу. Как показывает практика нанесения водных покрытий на горячие формы с последующим использованием таких форм в производстве отливок из стали 20ГЛ, качество поверхности отливок улучшается, недоливы и неспаи ликвидируются без повышения температуры заливаемого сплава [2]. Однако, в большинстве случаев, отливки «Рама боковая» изготавливаются в формах из песчано-глинистой смеси или из жидкостекольной, которые не подвергаются нагреву.
Эффективным способом предупреждения возникновения окисных плен является окрашивание формы покрытиями, выделяющими при сгорании оксид углерода. При наличии в форме восстановительной атмосферы, создаваемой оксидом углерода (СО) и метаном, на поверхности расплава стали будет значительно заторможено образование окисных плен. При этом объем образующихся газов в несколько раз больше объема полости формы, вследствие чего в форме создается положительное давление, что приводит к вытеснению из нее воздуха и препятствует контакту воздуха с открытой поверхностью стали.
|
|
|
Рисунок 1. Отливка «Рама боковая» |

Предварительно проводились исследования на производственной базе завода «АзовЭлектроСталь» по влиянию температуры заливаемой в литейную форму стали 20ГЛ на качество поверхности отливок «Рама боковая».
В таблице №1 представлены данные по влиянию температуры заливаемой стали 20ГЛ на образование дефектов, связанных с недоливом металла. В ходе эксперимента температура стали в момент заливки определялась с помощью оптического пирометра. Полученные после извлечения из форм отливки очищались способом дробеочистки и фотографировались.
Таблица 1
Зависимость состояния поверхности отливки «Рама боковая» от температуры заливаемой стали 20ГЛ
|
№ |
Температура заливаемой стали 20ГЛ,оС |
Состояние поверхности отливки |
|
1 |
1520 |
Наличие окисных плен и недооформленных поверхностей (рис.2.а) |
|
2 |
1540 |
Наличие окисных плен (рис.2.б) |
|
3 |
1560 |
Частичное окисление поверхности отливки окисными пленами (рис.2.в) |
|
4 |
1580 |
Чистая поверхность, без дефектов связанных с вторичным окислением (рис.2.г) |
|
|
|
|
Рисунок 2.а Фрагмент отливки «Рама боковая» с недоливом ее фрагмента |
Рисунок 2.б Фрагмент отливки «Рама боковая» с окисными пленами |
|
|
|
|
Рисунок 2.в Фрагмент отливки «Рама боковая» с частичными окисными пленами |
Рисунок 2.г Фрагмент отливки «Рама боковая» без явных дефектов |




На основании представленных на рис.2.а - 2.г. отливок можно сделать вывод о том, что возрастание температуры положительно влияет на процесс снижения дефектов, связанных с вторичным окислением стали 20ГЛ. Вместе с тем, нельзя забывать и о том, что повышенная температура заливаемой стали способствует проявлению таких видов дефектов, как пригар, усадочные раковины и горячие трещины [3].
Далее проводились
исследования по нанесению спиртовых красок на поверхность литейной
формы. В частности исследовалось влияние спиртовой краски на
жидкотекучесть стали 20ГЛ при различных температурах заливаемого
металла. По ГОСТ 16438-70 изготавливались стандартные пробы для
измерения жидкотекучести металла. Практическую жидкотекучесть, как
одно из основных литейных свойств сплава, определяли по методике
спиралеобразной пробы, как на формах покрытых спиртовой краской для
марганцовистых сталей, так и без нанесения данного покрытия.
Жидкотекучесть стали 20ГЛ определялась для каждой пробы при следующих
температурах заливаемого в спиральный измерительный канал металла:
1520![]() ,
1540
,
1540![]() ,1560
,1560![]() ,1580
,1580![]() .
Данные полученные в ходе эксперимента по определению значения
жидкотекучести от температуры заливаемой стали 20ГЛ приводятся в
таблице 2.
.
Данные полученные в ходе эксперимента по определению значения
жидкотекучести от температуры заливаемой стали 20ГЛ приводятся в
таблице 2.
Таблица 2
Зависимость значений жидкотекучести стали 20ГЛ от температуры её заливки
|
№ |
Температура
заливаемой стали 20ГЛ,
|
Значение жидкотекучести, мм |
|
|
Без покрытия |
С покрытием спиртовой краской |
||
|
1 |
1520 |
240 |
440 |
|
2 |
1540 |
280 |
500 |
|
3 |
1560 |
340 |
570 |
|
4 |
1580 |
390 |
610 |
Для визуализации экспериментальных данных был построен график, представленный на рис.3. На данном графике видно, что использование спиртовой краски, в качестве покрытия, способствует повышению жидкотекучести стали 20ГЛ за счет уменьшения содержания в ней окисных плен.
|
|
|
Рисунок 3. Зависимость значений жидкотекучести стали 20ГЛ от температуры ее заливки |

Проведенные
исследования подтвердили закономерность повышения жидкотекучести с
ростом температуры заливаемой стали при нанесении на поверхность форм
покрытий, способных создавать восстановительную атмосферу. Наиболее
высокие значения жидкотекучести показало нанесение на поверхность
формы спиртовых красок. В результате проведенных исследований было
решено произвести заливку литейной формы, используемой при
производстве отливок «Рама боковая», с нанесением на ее
поверхность спиртовой краски и без нанесения таковой.
На
поверхность литейной формы пульверизатором наносился слой спиртовой
краски толщиной 0,5 мм. Для ускорения отверждения краски применялась
газовая горелка, с помощью которой происходило поджигание краски.
Сталь 20ГЛ заливалась в литейные формы при температуре 1540-1560![]() .
Отливка, изготовленная без нанесения на поверхность формы краски,
имела недолив, который представлен на рис.4. Отливка, изготовленная
с
.
Отливка, изготовленная без нанесения на поверхность формы краски,
имела недолив, который представлен на рис.4. Отливка, изготовленная
с
|
|
|
Рисунок 4. Верхняя часть отливки «Рама боковая» с недоливом |

нанесением на поверхность формы спиртовой краски, представлена на рис.5. Отливка характеризуется отсутствием неспая, недолива и волнистости, которые свидетельствовали бы о низкой жидкотекучести и присутствии окисных плен в заливаемой при этих температурах стали. Таким образом, отпадает необходимость в повышении температуры заливаемой стали 20ГЛ для повышения её жидкотекучести, что резко уменьшает вероятность возникновения такого дефекта, как горячая трещина.
|
|
|
Рисунок 5. Отливка «Рама боковая» |
В ходе проведенной исследовательской работы выявлено, что нанесение покрытий в виде спиртовых красок на поверхность формы, позволяет достигнуть более высокого значения жидкотекучести при пониженной температуре заливаемой стали 20ГЛ, получить чистые отливки без недолива и окисных плен, предупредить возникновение горячих трещин в отливках «Рама боковая».
Литература:
Гуляев, Б.Б. Теория литейных процессов: учеб. пособие / Б. Б. Гуляев. – Л.: Машиностроение, 1976. – 216 с.
Сварика, А.А. Покрытие литейных форм / А.А. Сварика. – М.: Машиностроение, 1977. – 216 с.
Воронин, Ю.Ф. Определение условий возникновения дефектов отливок на примере горячей трещины / Ю.Ф. Воронин, В.А. Камаев, А.В. Матохина // Заготовительные производства в машиностроении. - 2005. - №3. - C. 10-14.