





Организация производства на современном автомобилестроительном предприятии без учета логистических процессов основного производства, в частности, сборки изделия, может привести к достаточно значимым потерям. Именно поэтому оптимизации производственных процессов за счет моделирования и внедрения логистической поддержки уделяется все большее внимание.
Наиболее выгодное и эффективное направление снижения издержек заключается в одновременном совершенствовании производственной системы и выстраивании оптимальных логистических процессов. Для проведения мероприятий, направленных на снижение издержек в этом направлении, необходимо использовать приемы математического моделирования и современные разработки в области информационных технологий.
Существует несколько определений понятия логистического процесса. Наиболее широкая трактовка понимает под логистическими процессами управление, движение и оборот всех видов потоков (материальных, людских, энергетических и др.), существующих в производственных системах.
Значительного эффекта от оптимизации процессов производства и логистических процессов можно достичь в области управления материальными потоками предприятия. Это связано с тем, что затраты, связанные с поставкой, сопровождением и хранением товарно-материальных ценностей составляют примерно 70% от общих затрат предприятия.
В материально-техническом снабжении можно выделить шесть основных определяющих критериев:
1. Материальный поток – необходимые товарно-материальные ценности (ТМЦ) (n);
2. Качество – необходимое качество ТМЦ (q);
3. Количество – необходимое количество ТМЦ (v);
4. Время – определенное время, в которое должны быть доставлены ТМЦ (t);
5. Место – место, в которое должны быть доставлены ТМЦ (x);
6. Затраты – ТМЦ должны быть доставлены с минимальными затратами (s).
Проведя ранжирование настоящих критериев с учетом имеющейся ситуации в Российском автопроме, можно прийти к выводу, что наиболее значимыми являются:
1. Время;
2. Затраты;
3. Качество.
Выбор времени в качестве определяющего критерия объясняется необходимостью производства в соответствии с планом, что обеспечит поставку на рынок в нужный момент собственной продукции. Таким образом, необходимо определить допустимое отклонение ∆t, которое не принесет убытков предприятию. Это значит, что необходимо рассчитать время, затраченное на производство продукции с использованием ТМЦ из страхового запаса.
 ,
,
где tдоп – время допустимое, учитывающее расчетное время tрас, получившееся в результате расчета плана производства, и допустимое отклонение ∆t.
Критерий «время» является определяющим для планирования производства, что дает возможность обеспечить заказы потребителей точно в срок, как следствие - это надежность и повышение имиджа.
Основной характеристикой выпускаемой продукции является доля соответствующих заданному качеству изделий:
 ,
,
где D – число несоответствующих заданному качеству изделий в партии готовой продукции объемом N изделий. Величина q неизвестна и ее следует определять для каждого выпускаемого изделия путем контроля качества.
Идеальным является случай, когда q = 1, т.е. все производимые изделия соответствуют заданным требованиям.
Обеспечив выполнение в заданное время продукции с определенным качеством необходимо учесть, что себестоимость изготавливаемой продукции должна быть минимальна, иначе производство неэффективно. Другими словами, необходимо обеспечить производство требуемыми ТМЦ заданного качества в нужное время по минимальной цене.
 ,
,
где sj – стоимость производства j-ого вида готовой продукции, ∆s –отклонение от минимальной цены
Для определения соответствия по критерию «затраты», необходимо, чтобы выполнялось условие:
 ,
,
где - допустимое превышение стоимости производства, которое определяется индивидуально для каждой производимой позиции.
- допустимое превышение стоимости производства, которое определяется индивидуально для каждой производимой позиции.
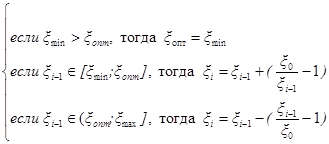
Схематично процесс движения материальных потоков представлен на рис.1.
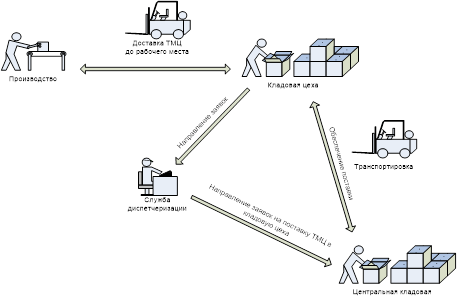
Рис.1. Процесс управления материальными потоками производства
Следует учесть, что совершенствование и оптимизация процесса управления материальными потоками предприятия зависит от вышеописанных определяющих критериев.
Как правило различают два принципа управления материальными потоками:
- выталкивающая система управления материальными потоками основана на прогнозировании размера запасов сырья, материалов, деталей для каждого звена логистической цепи;
- вытягивающая система предполагает сохранение минимального уровня запасов на каждом этапе производства и движения заказа от последующего участка к предыдущему.
Исходным значением для рассматриваемого процесса должна служить потребность цеха в номенклатурной позиции на день Ki. Исходя из значения Ki, определяется потребность в каждый момент времени ki(t). Цех-потребитель направляет заявку на поставку нужного количества материальных ценностей, и в тот момент, когда накопится такое количество заявок, которое будет наиболее выгодно доставить (Vопт) – необходимо осуществить поставку. Непрерывность производственных процессов обеспечивается наличием в производственной кладовой страхового запаса.
Количество заявок на поставку ТМЦ, накапливающихся в очереди, постоянно растет с определенной интенсивностью ξ, равной среднему числу заявок, поступивших в единицу времени.

Необходимо определить время tопт, в которое нужно будет удовлетворить заявки (Vопт). Или другими словами - просчитать или спрогнозировать такое состояние системы Sопт,при котором нужно осуществить выполнение заявок (Vопт).
Для этого необходимо определить значение ξ, при котором будет достигаться выполнение заданных критериев (время, качество и стоимость).
Исходные данные:
- Интенсивность поступления заявок в течение дня не должна быть меньшей значения ξmin:
 , где T – количество часов смены;
, где T – количество часов смены;
Т.е. должно выполняться условие:
Если ξi< ξmin, тогда ξi= ξmin;
- Интенсивность поступления заявок не должна превышать допустимую пропускную способность цеха ξmax
Т.е. должно выполняться условие:
Если ξi> ξmax , тогда ξi= ξmax;
- В момент времени t=0 значение ξ0 принимается равным ξопт (оптимальная интенсивность поступления заявок, которая определяется техническими службами предприятия исходя из параметров имеющегося оборудования, энергоемкости и т.п.) в случае выполнения условия ξmin ≤ ξопт. Если ξmin > ξопт тогда значение ξ0 принимается равным ξmin;
- Так же известно, что интенсивность поступления заявок ξ ≥ µ, где
µ -интенсивность исполнения заявок;
Пусть известно значение ξi-1, тогда значение ξi должно определяться в соответствии со следующей системой:
Осуществив таким образом расчет параметра ξ получается модель, реализующая комбинированную систему управления материальными потоками (одновременно предусматриваются и реализуются выталкивающий и вытягивающий принципы).
Это позволит достичь следующих эффектов:
- Оптимальная равномерная нагрузка;
- Возможность корректировки производства в течение рабочего дня или смены (при необходимости);
- Возможность учета темпа производства дня или смены, для которых ведется расчет;
- Учет человеческого фактора в производстве;
- Реальные расчеты незавершенного производства;
- Упрощение системы планирования и внесения изменений в план производства;
- Наибольшее сокращение издержек за счет управления материальными потоками;
- Возможность учета и управления несоответствующей продукцией (как следствие – возможность повышения качества выпускаемой продукции);
- Возможность оперативного учета остатков материальных ценностей на складах.
Для каждой номенклатурной позиции определяется оптимальный размер партии для перевозки (Vопт) и уровень страхового запаса (Vстрах) показанные на рис.2 сплошной и штриховой линиями соответственно.
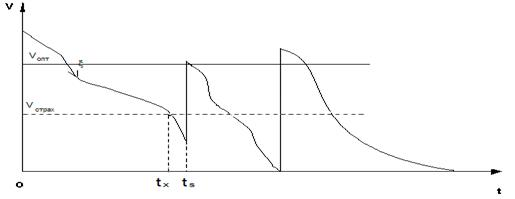
Рис.2. Динамика запасов
Необходимо, чтобы в кладовой цеха был страховой запас (Vстрах), позволяющий обеспечить непрерывное производство. Следует учесть, что поставку ТМЦ в кладовую цеха нужно осуществлять тогда, когда остатки в ней приближаются к значению страхового запаса.
Пусть S – величина страхового запаса номенклатурной позиции в кладовой цеха,
P – единица измерения номенклатурной позиции (партионность),
тогда
 ,
,
откуда
 ,
,
 ,
,
следовательно
 ,
,
откуда
 (1)
(1)
Необходимо также учесть время доставки:  tд < ts
tд < ts
Известно, что общее количество ТМЦ в кладовой цеха составляет:
Из графика, отражающего динамику запасов, следует:
 (2)
(2)
Можно сделать предположение, что:
 ,
,
Учитывая формулы (1) и (2):
или:
Т.о. устанавливается зависимость величины Vстрах от ξ.
Данная модель является максимально приближенной к реальной ситуации и учитывает особенности производственного процесса сборки изделия непосредственно в момент работы.
Параметры ξ и µ рассчитываются системой исходя из текущего темпа производства. Величина страхового запаса рассчитывается так, чтобы обеспечить потребность производства и непрерывность производственного процесса.
Таким образом, организация на автомобилестроительном предприятии производственного процесса сборки изделия и логистических процессов с учетом рассмотренных приоритетных критериев, позволит максимально снизить издержки и способствовать повышению конкурентоспособности изделий предприятия на рынке.
Литература:
1. Ардатова М.М. Логистика в вопросах и ответах: Учебное пособие. – М.: ТК Велби, Изд-во Проспект, 2004. – 272 с.
2. Модели и методы теории логистики / Под ред. В.С. Лукинского – СПб.: Питер, 2003. – 176 с.
3. Орлов А.И. Теория принятия решений: учебник Д 2-е изд. перераб. и дополн. – М.: Экзамен, 2006. – 573 с.
4. Родионова В.Н., Туровец О.Г., Федоркова Н.В. Логистика: Конспект лекций. – М.: ИНФРА-М, 2002. – 160 с.
