





Планирование является второй фазой производственного цикла. В качестве исходных данных здесь выступают проект изделия и возможности производственного оборудования. На этой стадии осуществляется прогноз требований покупателя, планирование самого процесса, размещения оборудования, технического обслуживания и тренинга персонала.
Осуществлять планирование деятельности хлопкоперерабат?ваюўего предприятия на различных уровнях значит:
- Формировать программу сбыта;
- Осуществлять производственное планирование (уточненная и утвержденная программа сбыта является основой плана производства, интеграция данных этих планов существенно облегчает процесс производственного планирования и обеспечивает их неразрывную связь);
- Формировать основной производственный план-график (детализированный оперативный производственный план, на основе которого осуществляется планирование и управление заказами на закупку и производство);
- Формировать планы на закупку;
- Осуществлять финансовое планирование и бюджетирование.
При наличии необходимых исходных данных, система позволяет осуществить предварительную оценку выполнимости сформированных планов на различных уровнях планирования для внесения необходимых коррекций или принятия решения о привлечении дополнительных ресурсов.
Как известно, существует множество экономико-математических моделей оптимального планирования производства в различных промышленных предприятиях [1, 2], однако использование их в реальных условиях зачастую бывает затруднено. В особенности это касается оперативно–календарного планирования, которая является вторым этапом, продолжением объемно–календарного планирования. В процессе которого возникает проблема реализуемости моделей и необходимость их оперативной корректировки с учетом информации обратной связи о фактическом ходе производства. При этом приходится сталкиваться с неопределенностью целей, возникающей при стремлении выполнить одновременно недостижимые задания на выпуск конкурирующих товарных продуктов (например, хлопка — волокна высшего качество), с одной стороны и обеспечить экстремальные значения выбранного экономического критерия, с другой стороны. Кроме того, в результате воздействия возмущающих факторов, а также неполноты и неточности исходной информации оказываются нечетко определенными основные системные параметры (целевые функции, ограничения, нормативные и технологические коэффициенты). В таких ситуациях сотрудники планово–производственных служб предприятия на практике склонны использовать свои собственные правила решения, основанные на их опыте и интуиции. Такие эвристические правила хотя и не гарантируют математической оптимальности, но оказываются адекватными реальными условиям производства и реализуемыми на практике.
В этом направлении в [2] были предложены новые подходы к решению задачи планирования производства, базирующиеся концепции нечетных множеств Л.Заде. Предлагаемые подходы позволяют учитывать такие трудно формализуемые факторы, как опыт и интуицию лицо принимающих решение (ЛПР) [1, 2,3].
Дальнейшее совершенствования системы планирования, повышения их эффективности и надежности связано с переходом на новую информационную технологию и созданием на ее основе качественно новых систем, базирующихся на знаниях.
В настоящее время существует ряд систем планирования процессов, в частности система: ESP, созданная для планирования производства металлических листов; XPSE предназначена для планирования производства трехмерных механических деталей; IMS которая описывает решения задач календарного планирования; PILOTEX — типичная экспертная система для управления производственным процессом; PICON — экспертная система, осуществляющей управление в реальном времени технологическими процессами, которая применяется для управления нефтоочистительным предприятием, ее задача — играть роль разумного советчика, предупреждающего об опасностях и позволяющего человеку лучше выполнить функции оператора, обеспечивает контроль 20 тысяч точек; В [1] описывается экспертная система, созданной для анализа и синтеза систем стохастического управления и обработки сигналов; ESCORT — предназначенная для управления производственным процессом, которая является системой реального времени, то требуется специально разработанная системная структура для обеспечения высокоэффективного анализа задач управления производством; ЭСПЛАН — экспертная система планирования, которая является развитием концепции нечетких множеств и наследует некоторые их свойство, в частности манипулированные нечеткими лингвистическими значениями, продукционный формализм знаний. ЭСПЛАН создана как открытая система для ввода знаний, поддерживает достаточно развитый язык представления знаний продукционного типа, для организации логического вывода предложена концепция «активизации продукционной сети», а также разработаны методы представления и обработки лингвистических значений.
Традиционные компьютерные технологии в предшествующее десятилетие столкнулись с лавинообразным ростом информации, которую не в состоянии обработать. На первый план выдвинулись трудно формализуемые проблемы и задачи, оперирующие с нечеткими множествами [Заде, 1974; Орловский, 1981; Масалович, 1995, URL]. Необходимость бесконечно создавать терабайты программного обеспечения вылилась в «творческий» кризис, выход из которого связан с переходом на качественно новый информационно-технологический уровень, который могут обеспечить только системы искусственного интеллекта (экспертн?е систем?) [Нильсон, 1973, Хант, 1978; Уинстон, 1980; Лорьер, 1991]. Поэтому дальнейшее развитие средств компьютеризации во всем мире проходит под знаком программы «Вычисления в Реальном мире» (Real World Computing— RWC),инициированной Японией в 1992 г. [Горбань с соавт., 1998]. В ней речь идет прежде всего о том, чтобы дать вычислительным и управляющим системам возможность самостоятельно, без помощи «переводчика»-человека воспринимать сигналы внешнего мира и воздействовать на него. Авторы программы огромную роль — до 30–40 % ее содержания — отводят развитию систем искусственного интеллекта, в частности экспертные системы в области планирования деятельности предприятий.
Искусственный интеллект (artificial intelligence) обычно трактуется как свойство автоматических систем брать на себя отдельные функции мыслительной способности человека, например, выбирать и принимать оптимальные решения на основе ранее полученного опыта и рационального анализа внешних воздействий [Сотник, URL]. Речь идет, в первую очередь, о системах, в основу которых положены принципы обучения, самоорганизации и эволюции при минимальном участии человека, но привлечении его в качестве учителя и партнёра, гармоничного элемента человеко-машинной системы.
Архитектура разрабатываемой экспертной системы планирования хлопкоперерабатывающего предприятия (ХПП) представлена на рис. 1. Составляющие модули ввода интерпретации знаний, механизм, логического вывода, объяснения вывода, диалоговый интерфейс взаимодействия с пользователем, обслуживания БЗ и БД являются типичными для экспертных систем [3, 4]. Наличия модулей выдачи результата, обработки лингвистических значений и нечеткой арифметики, связи с прикладными программами обусловлено спецификой производственного процесса ХПП для которого разрабатывается настоящая ЭС:
- Система является производственной и должна выдавать конечные результаты в виде типовых машинограмм (документов);
- При решении задач планирования ряд показателей задается в виде лингвистических значений;
- Система является частью интегрированной системы управления ХПП и должна быть увязана с другими подсистемами как информационно, так и программно.
Следует отметить, что БД и БЗ интегрированной системы управления ЭС ХПП не являются модулями — это лишь области памяти, хранящие соответствующую информацию.
Ниже более подробно остановимся на отдельных модулях системы и функциях, выполняемых ими.
Модуль ввода и интерпретация знаний. Для ввода знаний в базу знаний разрабатываемой ЭС ХПП необходимо выбрать язык представления знаний (ЯПЗ), который должен учитывать спецификации предметной области, т. е. хлопкоперерабатывающих предприятий. Описание спецификации ХПП на выбранном языке должна быть проще и эффективнее, чем на универсальном языке программирования. При разработке ЯПЗ ЭС ХПП было учтено, что:
- Предметная область планирования ХПП, как и любая другая предметная область, описывается совокупностью объектов и отношений на объектах;
- Объекты предметной области — поименованные элементы, существенные для данного объекта ХПП (количество сырьевых продуктов — модификации исходного сырья, хлопка-сырца, планы на товарную продукция — модификации конечных продуктов хлопка-сырца, технологические коэффициенты первичной переработки хлопка-сырца, производственные коэффициенты выхода конечных продуктов хлопка-сырца и т. д.);
- Объекты могут принимать значения, отражающие фиксированные состояния объекта ХПП, например, объект КОЛИЧЕСТВО_ХЛОПКА-СЫРЦА может иметь значения 40 ТЫС. ТОНН, объект МОДИФИКАЦИИ_ХЛОПКА-СЫРЦА — значения Ф-108, ТАШКЕНТ-4, ….. Значения могут также задаваться в виде лингвистических термов: МАЛО, МНОГО, СРЕДНЕЕ и т. п.;
- Отношения могут быть вычислительными, например ВЫХОД_ВОЛОКНА = НАГРУЗКА_АГРЕГАТА_ДЖИН_ДП-160 * К, где К — коэффициент выхода волокна зависящая от модификации хлопка-сырца, а также продукционными: ЕСЛИ ПЛАН_НА_ВОЛОКНА=МНОГО И КОЛИЧЕСТВО_ХЛОПКА-СЫРЦА = МНОГО ТО НАГРУЗКА_ АГРЕГАТА_ДЖИН_ДП-160 = МНОГО. Возможно сочетание двух типов отношений:
ЕСЛИ ХЛОПКА-СЫРЦА_ЗАВОДА = МНОГО ТО НАГРУЗКА_ АГРЕГАТА_ДЖИН_ДП-160 = ПЛАН_НА_ВОЛОКНО / К.
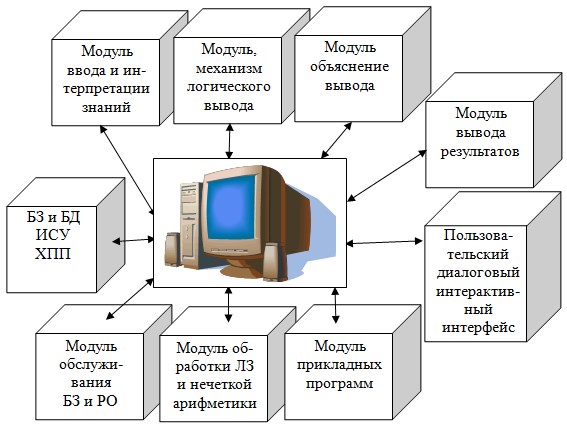
Рис.1. Архитектура ЭС планирования ХПП.
Ввод значений в ЭС ХПП происходить в режиме интерактивного диалога. Эксперт вводит правила-продукции и значения элементов CF и <объяснение>. Элементы <автор> и <дата> фиксируются системой во время начала работы с ней. Нумерация правил осуществляется автоматически по мере их ввода в БЗ числами натурального ряда. Все имена объектов являются произвольными и задаются экспертом на этапе ввода значений.
Литература:
1. Алиев Р. А. и др. Производственные системы с искусственным интеллектом/Р. А. Алиев, Н. М. Абдикеев, М. М. Шахназаров. — М.: Радио и связь, 1990. — 264 с.
2. Заде Л.Понятие лингвистической переменной и его применение к принятию приближенных решений: Пер. с англ. — М.: Мир, 1976. — 165 с.
3. Экспертные системы. Принципы работы и примеры/Под ред. Р.Форсайта. М.: Радио и связь, 1987. — 224 с.
4. Нечеткие множества в моделях управления и искусственного интеллекта/А. Н. Аверкин, И. З. Батыршин, А. Ф. Блишун и др.; Под ред. Д. А. Поспелова. — М.: Наука, 1986. — 312 с.
