





Приведены данные по использованию сепараторного устройства в установках подготовки попутного нефтяного газа непосредственно на месте добычи. Приведен сравнительный анализ рабочих параметров сепаратора.
В настоящее время, несмотря на все возрастающую потребность в газообразном топливе и ценном углеводородном сырье, получаемого из нефтяного попутного газа, значительная его доля сжигается на газовых факелах.
Комплексным решением этого вопроса, является полная утилизация попутных газов, при этом согласно поправкам, внесенным в Закон РК «О нефти», с 1 января 2005 года запрещено сжигать попутный газ в факелах, в исключительных случаях допускается с разрешения уполномоченного органа по использованию и охране недр и по согласованию с центральным исполнительным органом Республики Казахстан в области охраны окружающей среды сжигание попутного и (или) природного газа при испытании скважин и попутного газа при пробной эксплуатации месторождений с общим сроком, не превышающим трех лет.
Для решения проблемы утилизации попутного нефтяного газа (ПНГ) на месторождении Кенлык был построен установка подготовки газа (УПГ) «Кенлык», в результате чего ПНГ используется в целях получения электроэнергии для нужд нефтепромысла (газотурбинная установка) и товарного продукта, виде сжиженного углеводородного газа, оставшуюся часть сухого газа сжигают на факелах.
Цель работы — совершенствование технологии процесса сепарации газа за счет внедрения комплекса технологических и конструктивных решений.
Задача проектной работы — увеличить эффективность работы УПГ: увеличить производительность товарного продукта и уменьшить сброс газа на факел.
Согласно разработанной программе, утилизация газа ведется путем использования газа на технологические нужды, при этом излишки газа будут сжигаться на факеле, уменьшающиеся с каждым годом.
По технологической схеме УПГ попутный нефтяной газ после прохождения компрессоров сырьевого газа поступают в Трехфазный сепаратор.
Трехфазный сепаратор представляет собой емкостной аппарат, расположенный горизонтально. Основное назначение трехфазного сепаратора — это отделение образованного в процессе сжатии газа конденсата. С верха Трехфазного сепаратора выходит газ (2), а конденсат направляется в бензиновую емкость. Третья фаза (водная) направляется в дренажную емкость периодического опорожнения.
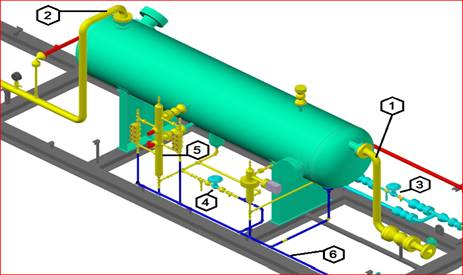
Рис. 1. Трехфазный сепаратор: 1 — вход ПНГ в сепаратор; 2 — выход газа; 3 — клапан регулятор уровня конденсата; 4 — клапан регулятор уровня воды; 5 — указатель уровня жидкости; 6 — дренажная линия.
Уровень в Трехфазном сепараторе регулируется с помощью клапана регулятора уровня (3), расположенного на линии выхода конденсата в бензиновую емкость. Далее поток газа с температурой 50 0С, давлением 6 МПа поступает в Молекулярно-ситовой осушитель газа. При повышении давления в бензиновой емкости производится сброс газа на факел через клапан поддержания давления в емкости.
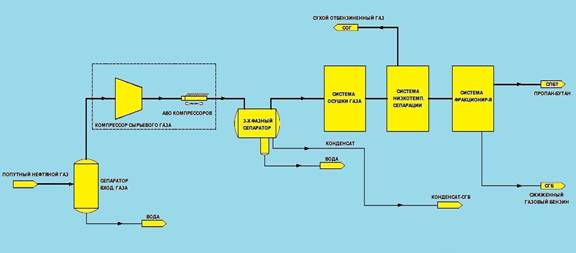
Рис. 2. Технологическая схема в обычном режиме
Для увеличения эффективности работы УПГ, автором данной работы, был предложен вариант: установить новое оборудование — скоростной сепаратор. Был произведен расчет работы УПГ, для различных условий работы установки. Для расчета использовалось прикладное программное обеспечение «Hysys 7.1 от Aspen Tech».
Программное обеспечение «Hysys 7.1 от Aspen Tech» являются основой проектирования новых технологических процессов или модернизации существующих технологических процессов с целью улучшения их производственных показателей. Программные продукты Aspen Tech в совокупности используются для построения моделей и принятия бизнес — решений по результатам моделирования
Газовый конденсат из трехфазного сепаратора поступает в скоростной сепаратор. Скоростной сепаратор представляет собой емкостной аппарат, расположенный вертикально, относится к инерционным центробежным аппаратам вихревого типа. Газожидкостный поток поступает в сепаратор, где приобретает вращательное движение вокруг вертикальной оси сепаратора благодаря конструкции дефлектора. Вращаясь вокруг вертикальной оси, жидкость и механические примеси, под действием центробежных сил отделяются от газожидкостного потока и прижимаются к корпусу сепаратора. Здесь происходит отделение при мерно 80 % жидкости и мех. примесей от газового потока Давление при этом падает до 10 бар, происходит отделение газовой фазы от углеводородного конденсата. Газовая фаза поступает на вход сепаратор входящего газа, а жидкая фаза под действием гравитации скапливается в нижней части сепаратора, откуда затем сливается в бензиновую емкость. На линии между сепаратором и бензиновой емкостью устанавливается клапан, который поддерживает уровень в скоростном сепараторе. В бензиновой емкости клапаном поддерживается давление 3 бар. Сброс с данного клапана производится в факельный коллектор.
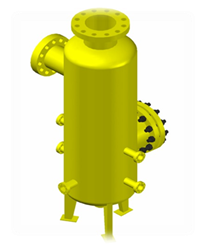
Рис. 3. Скоростной сепаратор
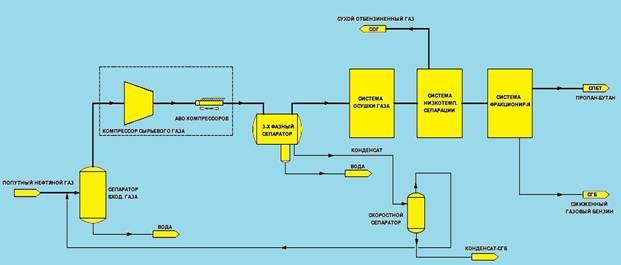
Рис. 4. Технологическая схема со скоростным сепаратором
Таблица 1
Результаты расчетов
|
Параметры |
Обычный режим |
Со скоростным сепаратором |
|
Входное давление |
8 |
8 |
|
Расход газа на входе в установку, кг/час |
17233 |
17233 |
|
Массовый расход газового конденсата из трехфазного сепаратора, кг/час |
2585 |
2743 |
|
Производительность конденсата (газовый бензин) в бензиновой емкости, кг/час |
1041 |
1932 |
|
Давление насыщенных паров конденсата в бензиновой емкости, бар |
3 |
3 |
|
Температура кипения конденсата в бензиновой емкости при атмосферном давлении, С |
-29,4 |
-15,3 |
|
Сброс газа из бензиновой емкости через клапан поддержания давления в емкости, кг/час |
2396 |
791 |
|
Производительность СПБТ, кг/час |
4502 |
4866 |
|
Производительность сухого газа на турбины, кг/час |
9204 |
9498 |
Для обеспечения достаточным количеством газовой фазы, т. е. вторичного пара, расход конденсата высокого давления должен быть постоянен и стабилен.
Анализируя полученные данные, очевидно, что при установке скоростного сепараторе, производительность СПБТ увеличивается на 364 кг/час (8 %), увеличивается производительность ШФЛУ (с температурой кипения при атмосферном давлении (минус) -15,3 С) на 891 кг/час (85 %) и уменьшается сброс газа на факел в бензиновой емкости на 1605 кг/час (302 %).
Литература:
1. С. А. Ахметов. Технология и оборудование процессов переработки нефти и газа — СПб, Недра 2006;
2. С. Ф. Гудков. Переработка углеводородных попутных и природных газов. — М.: Гостоптехиздат;
3. Технологический регламент УПГ месторождений «Кенлык», ТОО «KazFrac»
