





В настоящее время в машиностроении все большее распространение приобретают новые материалы, применяемые для изготовления высокоточных деталей. Они имеют различный химический состав, но обладают и рядом сходных параметров и для их обработки требуются высокоточный режущий инструмент, имеющий низкую шероховатость рабочих поверхностей [1, 2]. Данная работа выполнена при финансовой поддержке министерства образования и науки РФ.
Современный режущий инструмент имеет шероховатость передней и задней поверхностей Ra=0,63…1,25 мкм, что также подтверждается проведенными исследованиями, выполненными при классических режимах затачивания (Рис. 1), скорость резания V=30–35 м/с, продольная подача S=1–3 м/мин и глубина резания t=0,01–0,03 мм/дв. ход.
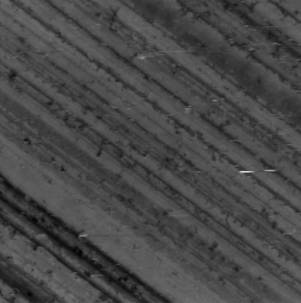
а)
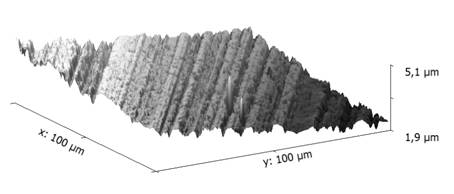
б)
Рис. 1. Поверхность а) и модель б) твердосплавной пластины (сплав GC 1105), обработанная при классических режимах затачивания
Так же был проведен рентгеноструктурный анализ (Рис. 2 и Табл. 1).
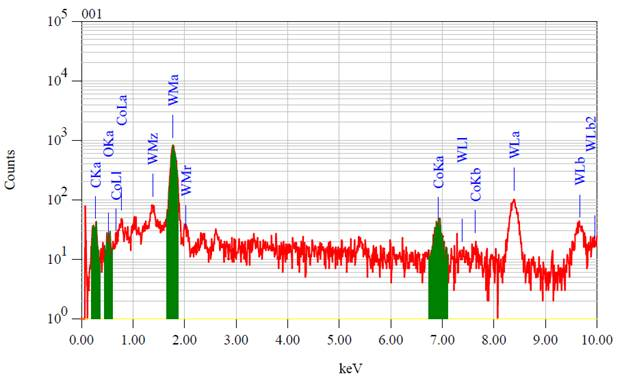
Рис. 2. Результаты рентгеноструктурного анализа твердосплавной пластины
Таблица 1
|
Element |
Mass % |
Error % |
Atom % |
К |
|
C |
18,77 |
0,45 |
71,16 |
6,1289 |
|
O |
2,25 |
0,47 |
6,39 |
1,8935 |
|
Co |
5,49 |
0,33 |
4,24 |
7,6934 |
|
W |
73,49 |
0,34 |
18,20 |
84,2842 |
|
Total |
100,00 |
100,00 |
Из таблицы 1 видно, что содержание WC (карбид вольфрама) составляет порядка 92 %, а Co (кобальт) порядка 5,5 % и О (кислород) порядка 2,3 % что свидетельствует образованию окислов на поверхности твердого сплава. Изменение химического состава говорит о возникновении высоких температур и возможно сил резания при затачивании.
Параметры поверхности и качества затачивания при классических режимах затачивания:
Среднее значение 3,496 мкм.
Максимальное значение 5,105 мкм.
Минимальное значение 1,910 мкм.
Радиус округления лезвия 8…10 мкм
Высокоскоростной методы при режимах затачивания V=260 м/с, S=1…1,5 м/мин и t=0,01 мм/дв. ход позволяет получать лезвие с остротой 1…2 мкм (Рис. 3).
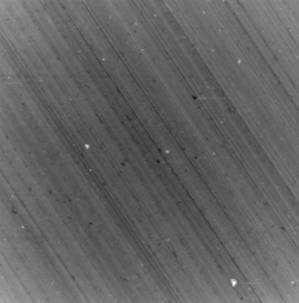
а)
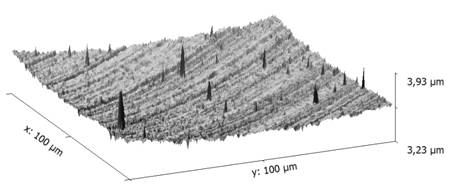
б)
Рис. 3. Поверхность а) и модель б) твердосплавной пластины (сплав GC 1105), обработанная при высокоскоростных режимах затачивания
Рентгеноструктурный анализ приведен на рисунке 4 и в таблице 2.
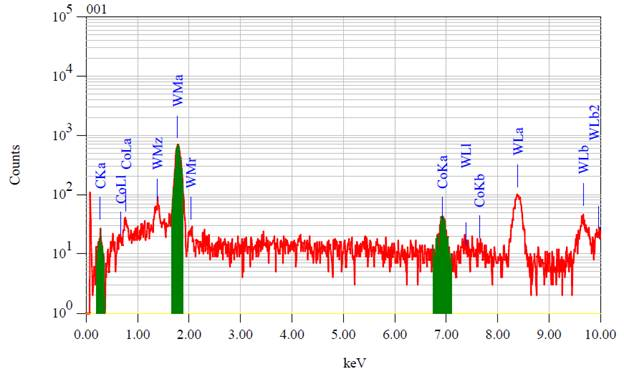
Рис. 4. Результаты рентгеноструктурного анализа твердосплавной пластины
Из таблицы 2 видно, что содержание WC (карбид вольфрама) составляет порядка 94 %, а Co (кобальт) порядка 6 %, что соответствует исходному составу и состоянию сплава GC1105 (Sandvik Coromant). При этом на проверяемой поверхности не наблюдается оксидов.
Таблица 2
|
Element |
Mass % |
Error % |
Atom % |
К |
|
C |
14,84 |
0,44 |
69,86 |
4,6657 |
|
Co |
6,06 |
0,32 |
5,82 |
8,2073 |
|
W |
79,09 |
0,33 |
24,32 |
87,1270 |
|
Total |
100,00 |
100,00 |
Параметры поверхности и качества высокоскоростного затачивания:
Среднее значение 0,350 мкм.
Максимальное значение 0,393 мкм.
Минимальное значение 0,323 мкм.
Радиус округления лезвия 0,8…2 мкм.
Литература:
1. Глебов В. В. Повышение качества поверхности и производительности при торцовом шлифовании деталей из хрупких материалов на основе разработки инструмента с двухкаскадным виброгасителем. Дис. к.т.н. — Н. Новгород. — 2000. — 171 с.
2. Ларшин В. П., Якимов A. B. Обеспечение качества шлифования сложнопрофильных деталей на основе интегрированной технологической системы.// Управление качеством финишных методов обработки. Сб. научн. тр. Пермский гос. техн. ун-т / Пермь, 1996. С. 116–123.
