





При разработке алгоритмов планирования и управления производством маслоэкстракционного предприятия необходимо иметь математическую модель производства (объекта управления), являющуюся формализованным описанием структуры производства и характеризующих его параметров. Рассматриваемый производственный процесс относятся к классу производства с вероятностным характером технологического процесса. Целью настоящей работы является построение графовой модели производственного процесса получения определенных модификаций конечных продуктов хлопкового масла.
Исследуемый маслоэкстракционный производственный процесс является многоступенчатым с последовательной структурой [1]. Сложность математической модели производственного процесса определяется количеством его структурных элементов и конфигурацией связей между ними. Методом агрегирования множество технологических операций сводится к двум обобщенным операциям — прессования и экстракции. Под обобщенной операцией будем понимать множество последовательных технологических операций, между которыми нет планируемых управляющих воздействий и планируемого хранения полуфабрикатов.
Процесс получения модификации хлопкового масла по аналогии с хлопка перерабатывающим производством можно представить агрегированным транспортно-стохастическим графом [2,3]. Вершинами ориентированного конечного графа является операции (режимы операций), а дугами — материальные потоки продуктов. Граф содержит вершины трёх видов: узлы преобразования, узлы управления материальными потоками при выборе режимов обработки и узлы хранения. Конечным вершинам графа соответствуют результаты производственного процесса — готовые продукты, невозвратные отходы (брак). Представленный на рисунке граф является слабо связным, бесконтурным орграфом и стохастическим в узлах преобразования. Назовем потоком по дуге графа количество полуфабрикатов, поступающее из вершины, являющейся началом дуги, в вершину, являющуюся ее концом.
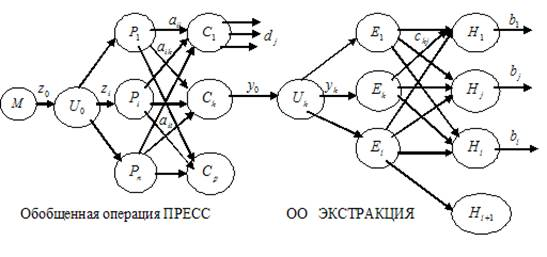
На вход технологической линии (начальную вершину  ) поступает исходное сырье (из склада) в объеме
) поступает исходное сырье (из склада) в объеме  . В узле управления определяются интенсивности (объемы) запуска модификации исходного сырья (разновидности хлопковых семян)
. В узле управления определяются интенсивности (объемы) запуска модификации исходного сырья (разновидности хлопковых семян)  по
по  - режимам прессования (узлы
- режимам прессования (узлы  ). Входные потоки в узлах расщепляются на множество выходных потоков
). Входные потоки в узлах расщепляются на множество выходных потоков  и
и  . Выход годных продуктов по группам после - го режима прессования задаётся вероятностями
. Выход годных продуктов по группам после - го режима прессования задаётся вероятностями  перехода из узла в узел хранения готовых продуктов
перехода из узла в узел хранения готовых продуктов  . Выход промежуточных продуктов
. Выход промежуточных продуктов  по группам после -го
по группам после -го режима прессования задается вероятностями
режима прессования задается вероятностями  перехода из узла в узлы хранения
перехода из узла в узлы хранения  . Не возвратные отходы производства после -го режима прессования задается вероятностями
. Не возвратные отходы производства после -го режима прессования задается вероятностями  перехода из узла в узел хранения
перехода из узла в узел хранения  . Обычно задается в виде определенной константы для данного режима. В узлах
. Обычно задается в виде определенной константы для данного режима. В узлах  принимаются решения об интенсивности
принимаются решения об интенсивности  запуска на
запуска на  -й режим экстракции (узел
-й режим экстракции (узел  ). В узлах входные потоки расщепляются на потоки
). В узлах входные потоки расщепляются на потоки  . Выход годных продуктов по модификациям после -го режима экстракции задаётся вероятностями
. Выход годных продуктов по модификациям после -го режима экстракции задаётся вероятностями  перехода из узла в узлы хранения
перехода из узла в узлы хранения  . Сумма входных потоков
. Сумма входных потоков  для узла составляет выпуск
для узла составляет выпуск  готовых продуктов
готовых продуктов  -й модификации, а сумма входных потоков для узла - выпуск
-й модификации, а сумма входных потоков для узла - выпуск  готовых продуктов -модификации. Величины
готовых продуктов -модификации. Величины  -соответственно мощности множества
-соответственно мощности множества  режимов , множество
режимов , множество  групп и множество
групп и множество  модификации готовых продуктов.
модификации готовых продуктов.
Граф считается заданным, если известны:
- подмножества вершин графа, соответствующее множеству ;
- подмножества вершин графа, соответствующее множеству  модификации (включая брак, невозвратные отходы);
модификации (включая брак, невозвратные отходы);
- подмножества вершин , соответствующее множеству групп (включая брак, невозвратные отходы);
- бинарная матрица — столбец  возможных решений для узла в первой ступени управления процессом
возможных решений для узла в первой ступени управления процессом

- бинарная матрица 
 возможных решений для узлов во второй ступени управления процессом;
возможных решений для узлов во второй ступени управления процессом;

- матрица 
- матрица 
- матрица 
Материальные потоки  выходящие из узлов преобразования
выходящие из узлов преобразования  , могут быть выражены вероятностными зависимостями через потоки (управляющие воздействия на производственный процесс)
, могут быть выражены вероятностными зависимостями через потоки (управляющие воздействия на производственный процесс)  выходящие из узлов управления
выходящие из узлов управления 
Граф двухступенчатого процесса переработки хлопковых семян с целью получения продуктов модификации хлопкового масла состоит из двух подграфов (производственных модулей), каждый из которых содержит узлы управления, преобразования и хранения.
Далее необходимо строить вероятностная модель производственного процесса получения модификации хлопковых масел. Построение вероятностной модели производственного процесса сводится к определению закона распределения векторов выпуска 
при фиксированном векторе запуска  и матрице запуска
и матрице запуска  и заданных матрицах
и заданных матрицах  технологических параметров.
технологических параметров.
Литература:
1. Производственный технологический регламент на производство хлопкового масла и шрота по схеме форпрессование — экстракция на 2-х линиях МЭЗ-350 производительностью 800 т/сутки переработки семян хлопчатника. ТР 1602–28–2-02. Ташкент: МАСЛОЖИРТАБАКАПРОМ РУз., 2002.- 215 С.
2. Харари Ф. Теория графов.-М.:Мир, 1973.-392с.
3. Стохастическая модель производственного процесса первичной переработки хлопка — сырца. Ф.Юсупов, Х. З. Игамбердыев, Э. Б. Песиков. ЦНИИТЭИлегпром. N 1342 лп — 85. Деп.- 10 С.
