





В статье рассматривается практическое использование технологии 3D-печати на предприятии-поставщике автокомпонентов. Анализируются популярные методы и материалы для изготовления прототипов.
Ключевые слова:проектирование, прототипирование, 3D-печать, принтер, подготовка производства, фотополимеризация, пластик, панель приборов, оснастка, сборка, испытания.
В среде высокой конкуренции подготовка производства автомобилей производится в сжатые сроки, и особая ответственность лежит на поставщиках автокомпонентов. В связи с высокой неопределенностью при конструировании и для снижения последующих рисков при изготовлении деталей необходимо изготавливать прототипы методом печати на 3D принтере. Еще несколько лет назад прототипирование, казавшееся сложным и дорогостоящим, приобретает повседневный характер. Предприятиям необязательно скупатьставшее доступным оборудование для печати, для начала достаточно найти подходящую компанию, которая изготовит несколько прототипов при помощи разных методов и материалов.
Использование рассматриваемой технологии позволит конструкторским и технологическим службам провести подробную оценку дизайна, эргономики и собираемости изделия ещё на этапе проектирования, до запуска в серийное производство.
В качестве примера рассмотрим деталь интерьера «Облицовка панели приборовв сборе». Конструкция детали состоит из 2 планок и кожаной накладки
Изучив рынок услуг Тольятти, Самары и ближайших городов, мы обнаружили, что большинство компаний неспособны изготовить детали, оставшиеся предлагали очень дорогостоящий и долгий процесс изготовления с отклонением от технологии печати на принтере (литье пластмасс в силиконовые формы). Основная проблема при печати заключалась в расположении на детали большого количества навесных элементов и зацепов.
Таблица 1
Конструкция детали «Облицовка панели приборов в сборе»
|
1. Верхняя планка |
|
|
2. Нижняя планка |
|
|
3. Кожаная накладка |
|
|
4. Деталь в сборе |
|


В г. Москве компаний, которые смогли бы изготовить данные детали, также оказалось мало, большинство не давали гарантию на точность изготовления. Только одна компания гарантировала точное изготовление, с ней и был заключен договор на оказание услуг.
Таблица 2
Сводная таблица по работе с поставщиками услуги
|
Город |
Количество отправленных ТКП |
Количество полученных ответов |
|
Тольятти |
4 |
1 |
|
Самара |
5 |
1 |
|
Москва |
10 |
2 |
|
Санкт-Петербург |
4 |
0 |
Параллельно был размещен заказ на и вырубку и сшивание кожаных элементов деталей, трудностей при этом не возникло, данный рынок услуг широко представлен. С момента запроса коммерческого предложения и до получения деталей прошло 10 дней.
Таблица 3
Вид готовых изделий
|
|
|
|
|
|



Для печати деталей применялась установка быстрого прототипирования Envision TEC ULTRA®, использующая технологию Фотополимеризации, заключающуюся в отверждении жидких фотополимерных смол, за счет облучения ультрафиолетовым лазером. Основное преимущество таких принтеров — высокое разрешение, гладкая поверхность изделия, практически не требующая дополнительной обработки. Точность печати на данном оборудовании ±0,6 мм. Детали изготавливались из непрозрачного фотополимера желтого цвета SI500, это аналог ABS-пластика.
После проведения монтажных испытаний оказалось, что геометрия деталей соблюдается, а размеры не соответствуют конструкторской документации. Погрешность деталей оказалась больше, чем было заявлено изготовителем прототипов (+-0,6 мм). После печати материал дал усадку по периметру, примерно на 2–3 мм. Это усложнило процесс сборки, но после механического исправления (обработка напильником, наждачной бумагой) деталей, проблема была частично решена. По результатам переговоров потребитель принял решение об изменении конструкции верхней планки — удлинение краев планки и разворот зацепов.
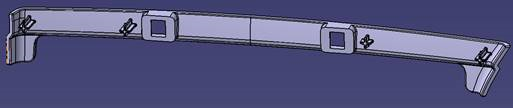
Так как изготовитель не справился с поставленной задачей, нами начался процесс поиска нового. На этот раз поиск осуществлялся через изготовителей технологической оснастки и штампов. Одна из рекомендованных компаний давала точность деталей по осям X,Y: 0,1–0,2 мм. На ней и остановили свой выбор. Как видно из рисунка 1, конструкция детали полностью поменялась.

Рис.1. Модель исправленной детали
С момента запроса коммерческого предложения и до получения деталей прошло 12 дней. Новые детали печатались из ABS-пластика методом FDM (послойная укладка полурасплавленной нити) на профессиональным оборудованием американской фирмы Stratasys. Детали были изготовлены согласно конструкторской документации с минимальными отклонениями.
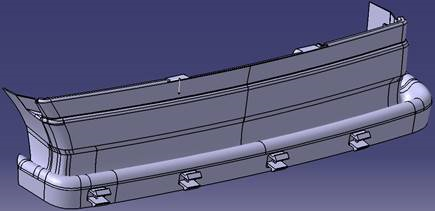
Новый вариант верхней облицовки не удовлетворил заказчика, вес детали увеличивался на 4 грамма, что тянуло за собой повышение цены на изделие и оснастку.

Рис. 2. Измененная детали «Облицовка верхняя»
После механического исправления, технологам удалось придать прототипу окончательный вариант, он представлен ниже в виде математической модели.
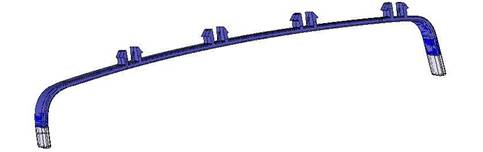
Рис. 3. Окончательный вариант детали «Облицовка панели приборов верхняя»
При работе с прототипами была обнаружена проблема, из-за высоких требований к точности детали получались хрупкими. Причина этого — применяемая методика. Принцип создания такой детали заключается в горячей экструзии. С помощью экструдеров материал расплавляется до температуры плавления, после чего подается через головки (сопла) на матрицу (платформу), где постепенно слой за слоем создается прототип. Хрупкость детали можно легко решить за счет пропитки клеем для работы с ABS-пластиком.

Рис. 4. Поверхность детали
Еще одним недостатком прототипа является ярко выраженная рельефная поверхность. Стоит оговорить, что при плавлении материал распространяется во все стороны, контролировать этот процесс практически невозможно. Но из-за невысокой стоимости готового прототипа эту проблему можно не рассматривать.
Через 6 дней был получен исправленный прототип, который был одобрен без замечаний.

Рис. 5. Измененная деталь в сравнении с предыдущим вариантом
Финальной стадией решения проблемы стала передача результатов совместного анализа изготовителю оснастки, для окончательного оценивания технологичности данных мероприятий. Ответ был положительный, и новая конструкция изделия была утверждена для производства.

Рис. 6. Деталь в сборе
После проведения монтажных испытаний конструкция детали была одобрена окончательна. Прототипы позволили на живом примере оценить конструкцию будущих деталей, технологичность, эргономичность, а также оперативно связаться с изготовителем для предотвращения изготовления несоответствующей оснастки.
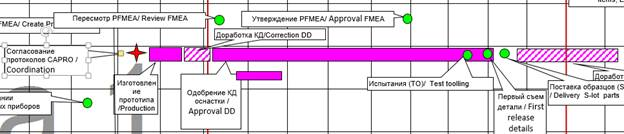
Рис. 7. Задокументированный этап прототипирования в Календарном плане изготовления детали
В настоящее время изготовление прототипов применяется для сложных узлов и механизмов. Для минимизации потерь и сроков при подготовке производства мы предлагаем в обязательном порядке применять прототипирование деталей любой сложности перед одобрением старта производства серийной оснастки (CAPRO).
Литература:
1. Махалин А. А. Контроль качества изготовления пресс-форм для литья пластмасс под давлением // Наука, техника и образования // Научн. методич. жур. № 3. Москва: Изд. «Проблемы науки», 2014 — С — 58–62.
2. Махалин А. А., Нахратова Г. В. Повышение качества сборки пластмассовых изделий при помощи ультразвуковой сварки // Технические науки — от теории к практике // Сб. ст. по материалам XXXIV междунар. науч.-практ. конф. № 5 (30). Новосибирск: Изд. «СибАК», 2014. — С. 76–81.2. Нахратова Г. В.
3. Махалин А. А. Повышение эффективности контроля качества за счет применения методики QC story // Наука, техника и образования // Научн. методич. жур. № 3. Москва: Изд. «Проблемы науки», 2014 — С — 62–65.
4. Махалин А. А. Проблемы применения процедуры ANPQP// Технические науки — от теории к практике // Сб. ст. по материалам XXXVIII междунар. науч.-практ. конф. № 9 (34). Новосибирск: Изд. «СибАК», 2014. — C 20–25.
