





Внедрение новых технологий и современной техники в производство невозможно без высококвалифицированных специалистов, обладающих передовыми знаниями и навыками. При этом востребованность в таких специалистах будет расти, так как станки с числовым программным управлением (ЧПУ) — один из необходимых элементов производства, обеспечивающих увеличение производительности труда, которое так необходимо для повышения эффективности работы предприятия, ипредставляют собой быстро программируемые технологические системы. Главной особенностью станков с ЧПУ является их технологическая гибкость, благодаря которой осуществляется быстрый переход на изготовление новых деталей. Поэтому подготовка специалистов составляющих управляющие программы для таких станков является актуальной задачей.
Известны методы создания управляющих программ для станков с ЧПУ:
1) Ручное программирование.
2) Программирование на пульте ЧПУ.
3) Программирование при помощи CAD/CAMсистемы.
4) Диалоговое программирование с пульта управления станком.
Несмотря на то, что из всех вышеперечисленных методов, ручное программирование является очень трудоемким занятием, технолог-программист должен владеть им. Он должен четко представлять возможности того станка, для которого разрабатывается управляющая программа. Задание «перемещений по X, Y, Z-осям» производится в абсолютных значениях (абсолютная система координат), а также в приращениях (относительная система координат). Знак «+» или «-» определяет направление перемещения. Некорректный выбор системы координат, неверный расчет опорных точек на контуре детали и положения инструмента или рабочих органов станка приводит к возникновению геометрических ошибок, следовательно, и к браку продукции.
Для упрощения работы технолога-программиста при ручном программировании могут использоваться специальные разработанные программы подготовки данных для станков с ЧПУ [1, 2], предоставляющие ему средства расчета и графического отображения элементов контура детали по данным чертежа для проверки правильности расчета опорных точек.
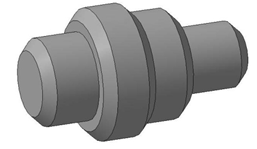
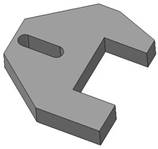
Среди видов обработки значительную часть составляют токарные и фрезерные работы. На токарных станках (рис. 2а) обрабатываются детали, которые по своему геометрическому профилю относятся к телам вращения (рис. 1а), а на фрезерных станках (рис. 2б) в основном производится обработка плоских поверхностей, пазов, контуров (рис. 1б).
а) б)
Рис.1. Типовые представители
Четкое представление осей координат и структуры движения выбранного токарного (рис. 2а) или фрезерного (рис. 2б) станка позволяет правильно написать управляющую программу для данного станка.

а) б)
Рис. 2. Оси координат и структуры движения станков
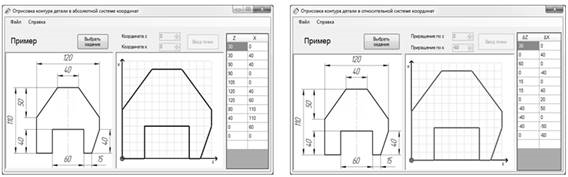
В статье [1] предложено программное обеспечение для ручного программирования группы деталей, представителем которой является деталь, изображенная на рис. 1б. Программное обеспечение состоит из двух программ для проверки опорных точек, в абсолютных и относительных системах координат, и отрисовки контура детали с целью контроля для последующего написания управляющей программы ЧПУ.
Первый программный продукт «Отрисовка контура детали в абсолютной системе координат» (рис. 3а) может быть использован при создании программ управления станками Ф1 и Ф2, где Ф1 — цифровая индексация с предварительным набором координат, а Ф2-числовое позиционное программное управление [1].
Второй программный продукт «Отрисовка контура детали в относительной системе координат» (рис. 3б) — при создании программ управления станками Ф2, Ф3, Ф4, где Ф2-числовое позиционное программное управление, Ф3 — контурная система управления, а Ф4 — смешанная система управления (Ф2+Ф3) [1].
а) б)
Рис. 3. Разработанное программное обеспечение для отрисовки контура детали в абсолютной (а) и относительной (б) системах координат [1]
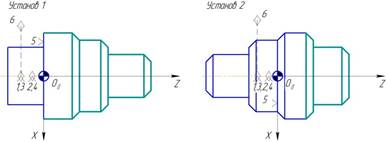
Программное обеспечение для ручного программирования группы деталей, представителем которой является деталь, изображенная на рис. 1а, отличается симметричностью относительно оси вращения, движением инструмента по прямой и количеством установов (рис. 4). Для каждого установа составляется своя таблица координат опорных точек.
а) б)
Рис. 4. Эскиз обработки вала: Установ 1 (а) и Установ 2 (б) [2]
Визуализация отрисовки контура поверхностей вала в программе «Отрисовка контура обрабатываемых поверхностей вала» обеспечивает контроль опорных точек в абсолютных (рис. 5) и относительных системах координат для последующего написания управляющей программы ЧПУ по установам.
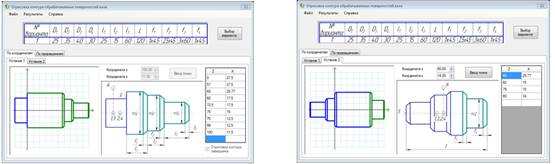
а) б)
Рис. 5. Пример работы программы «Отрисовка контура обрабатываемых поверхностей вала» в абсолютной системе координат: а — Установ 1, б — Установ 2
Следовательно, для автоматизации ручного программирования авторами статьи предлагается использовать рассмотренные программы в учебном процессе ВУЗов и в отделах подготовки специалистов на промышленных предприятиях для упрощения расчета координат опорных точек, так как все операторы станков с ЧПУ и технологи-программисты должны иметь хорошее представление о технике ручного программирования.
Литература:
1. Гягяева А. Г., Сорокина Л. А., Кожанова Е. Р. Автоматизация отрисовки контура детали для подготовки управляющих программ для ЧПУ // Молодой ученый. 2013. № 12 (59). С. 115–117.
2. Гягяева А. Г., Сорокина Л. А., Кожанова Е. Р. К вопросу отрисовки контура поверхностей вала // Молодой ученый. 2014. № 1. С. 81–84.
3. Кожанова Е. Р. Диаграммы переходов фокуса управления как средство проектирования пользовательского графического интерфейса // Техника и технологии: пути инновационного развития: материалы Междунар. научно-практич. конф. (1 июля 2011) / Ответственный редактор Горохов А. А. Курск: Юго-Зап. гос. ун-т, 2011. С. 80–83.
