





Предложен метод расчета оптимальных параметров холодной правки толстого стального листа на одиннадцатироликовой листоправильной машине фирмы Fagor Arrasate. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа из горячекатанного рулона.
Ключевые слова: многороликовые листоправильные машины, кривизна поверхности листа, модель упругопластической среды.
Процесс производства листа из горячекатанного рулона на линии поперечной резки фирмы Fagor Arrasate. На рис. 1 показана кинематическая схема агрегата поперечной резки фирмы Fagor Arrasate для производства стальных листов шириной 800−1800 мм и толщиной 1,5−12,7 мм из горячекатаных рулонов, где 1 − разматыватель горячекатаного рулона, 2 − тянущие подающие ролики, 3 − пятироликовая листоправильная машина предварительной правки стальной полосы, 4 − машина сухой щеточной очистки полосы и вакуумного отсоса пыли, 5 − гильотинные ножницы торцевой обрезки стальной полосы, 6 − кромкообрезные и кромкокрошительные ножницы (6а − устройство прижима центра полосы к рольгангу, 6б − кромкообрезные ножницы для полосы, 6в − кромкокрошительные ножницы для отрезанной кромки полосы), 7 − одиннадцатироликовая листоправильная машина для точной правки толстой полосы, 8 − пятнадцатироликовая листоправильная машина для точной правки тонкой полосы, 9 − летучие ножницы резки полосы на листы заданной длины, 10 − транспортер с зоной инспекции и вакуумный листоукладчик, 11 − цепной транспортер готового листа, 12 − участок обвязывания и взвешивания листа.
Одиннадцатироликовая листоправильная машина Fagor Arrasate. На рис. 2 показана кинематическая схема одиннадцатироликовой листоправильной машины фирмы Fagor Arrasate с двумя взаимозаменяемыми кассетами для правки толстого стального листа. Верхняя подвижная кассета рабочих роликов листоправильной машины содержит пять рабочих роликов, нижняя неподвижная кассета - шесть. Регулировка верхней кассеты роликов с помощью четырех гидроцилиндров допускает ее вертикальное перемещение и наклон в продольном и поперечном направлениях. Благодаря движению нижних опорных роликов имеется возможность изгибать оси нижних рабочих роликов для коррекции дефектов правки стального листа (волнистость, коробоватость и др.).
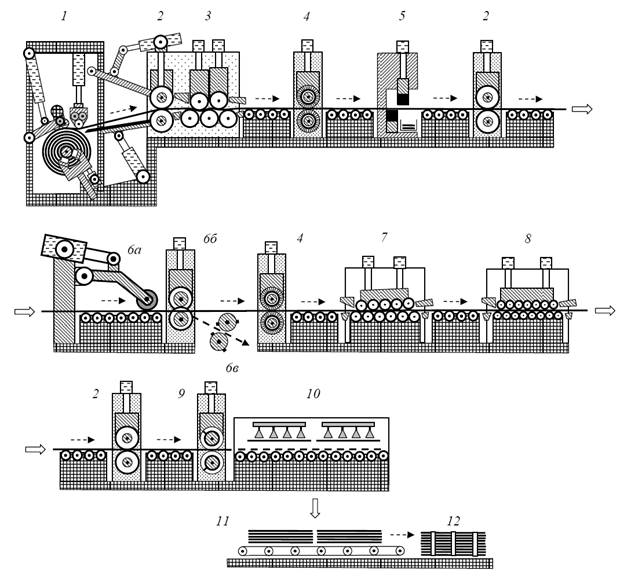
Рис. 1. Кинематическая схема агрегата поперечной резки фирмы Fagor Arrasate
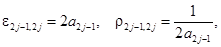
Коэффициент пружинения при изгибе. Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [1-6]

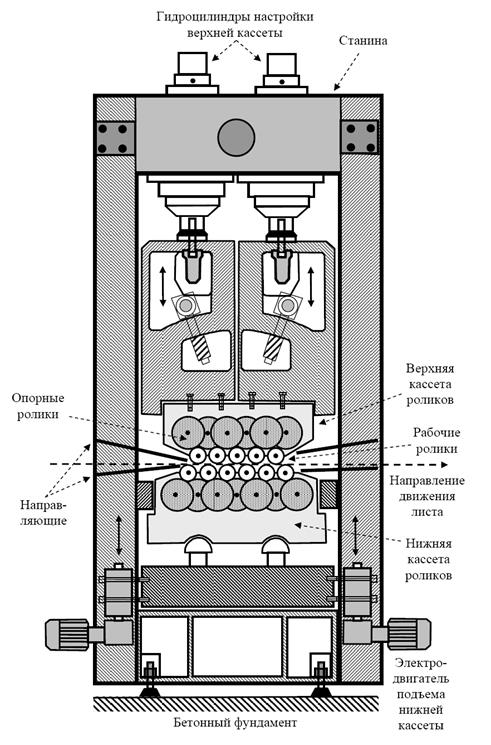
Рис. 2. Кинематическая схема одиннадцатироликовой листоправильной машины
Математическая модель правки листа на одиннадцатироликовой листоправильной машине FagorArrasate. Пусть H2, H4, H6, H8, H10 − величины обжатия срединной поверхности стального листа на рабочих роликах верхней кассеты:

Пусть t − шаг между нижними рабочими роликами, h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 11) (рис. 3).
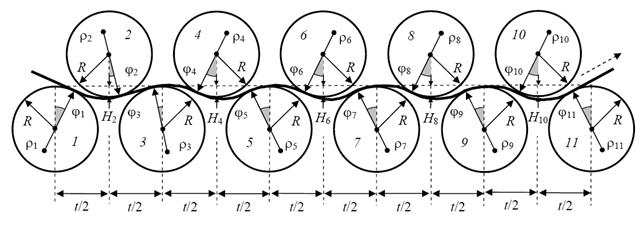
Рис. 3. Правка листа между рабочими роликами листоправильной машины
Введем одиннадцать локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3. Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат (i = 1 … 11). Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами:
первый и второй ролики




второй и третий ролики




(2j- 1)-ый и 2j-ый ролики (j = 2, 3, 4, 5)




2j-ый и (2j + 1)-ый ролики (j = 2, 3, 4, 5)





Граничные условия задачи имеют вид


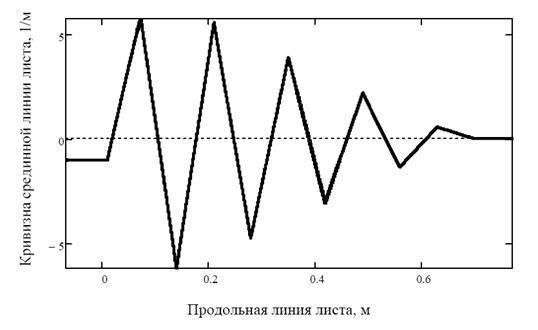
Рис. 4. Кривизна срединной линии листа при правке на листоправильной машине
Результаты расчетов. Результат расчета при t = 0,140 м, R = 0,065 м, h = 0,010 м, E = 2∙1011 Па, σт = 500∙106 Па, H2 = 6 мм, H4 = 4,6 мм, H6 = 3,2 мм, H8 = 1,8 мм, H10 = 0,4 мм и ρ1 = -1 м показан на рис. 4 (точки локальных экстремумов кривизны соответствуют точкам касания листа с одиннадцатью рабочими роликами листоправильной машины).
Производство труб большого диаметра из широкого толстого стального листа. Для обеспечения высоких требований к эксплуатации магистральных трубопроводов в практике трубного производства утвердился процесс формовки трубной заготовки из стального листа по схеме JСOE, разработанный немецкой фирмой SMS Meer [1-3, 7-20]. Перед формовкой стальной лист правят на многороликовых листоправильных машинах [3-6]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе SMS Meer изучался в работах [1, 2, 7-16], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса SMS Meer на процесс экспандирования трубы − в [1, 2, 18], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе SMS Meer − в [1, 2, 19], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 21], дефект стального листа раскатной пригар с риской - в [1, 2, 22]. Процессы прокатки стального листа для производства труб изучались в работах [23-27], энергосиловые параметры при формовке листовых заготовок - в [1-3, 12, 28-33].
Литература:
1. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−20.
5. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
6. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан-5000 // Производство проката. 2014. № 5. С. 7-15.
7. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
8. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
9. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
10. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
11. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
12. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
13. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
14. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
15. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
16. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
17. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
18. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
19. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
20. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
21. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
22. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19-24.
23. Бельский С. М., Третьяков В. А., Барышев В. В., Кудинов С. В. Исследование процесса формирования ширины сляба в черновой группе широкополосного стана // Известия высших учебных заведений. Черная металлургия. 1998. № 1. С. 24-29.
24. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
25. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17−19.
26. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21-24.
27. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
28. Бровман Т. В. Определение усилий при вдавливании цилиндрического пуансона в заготовку // Известия высших учебных заведений. Черная металлургия. 1997. № 1. С. 44-47.
29. Бровман Т. В. Определение усилий при листовой штамповке // Вестник машиностроения. 2004. № 3. С. 60-61.
30. Бровман Т. В. Энергосиловые параметры при деформации листовых заготовок» // Производство проката. 2012. № 6. С. 27-32.
31. Бровман Т. В., Васильев М. Г. Модель численных расчетов искусственной анизотропии при деформации тонколистового материала // Вестник Тверского государственного университета. Серия: Прикладная математика. 2014. № 2. С. 25-32.
32. Бровман Т. В., Кутузов А. А. О выборе режимов изгиба при вальцовке заготовок // Производство проката. 2014. № 12. С. 29-32.
33. Бровман Т. В., Кутузов А. А. Определение усилий подгибки в штампах кромок стальных кольцевых заготовок // Производство проката. 2015. № 2. С. 18-23.
