





Получен метод расчета технологических параметров формовки изогнутой стальной заготовки на трубном прессе.
Ключевые слова: стальная труба, листовая заготовка, трубный пресс.
Формовка заготовки на трубном прессе (рис. 1–4). Пусть H — глубина обжатия заготовки при формовке; rп и rм радиусы пуансона и матрицы; βrп — радиус недеформируемой части заготовки (β > 1); α1 и a — углы контакта заготовки с левой и правой матицами; φ1 и j — углы левой и правой зон контакта пуансона и заготовки; L — расстояние между матрицами.

Рис. 1. Формовка левой части изогнутой заготовки на трубном прессе

Рис. 2. Формовка правой части изогнутой заготовки на трубном прессе

Рис. 3. Формовка середины изогнутой заготовки на трубном прессе
Тогда




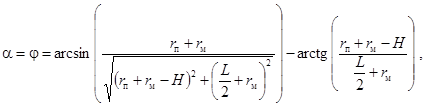
Угол контактной зоны между заготовкой и пуансоном равен φk = (φ1 + φ).

Рис. 4. Вид заготовки после формовки на трубном прессе
Дефекты трубной заготовки и стального листа. В практике производства стальных труб для магистральных трубопроводов утвердился процесс формовки заготовки по схеме JСOE [1–49]. Перед формовкой труб стальной лист правят на листоправильных машинах [8, 9, 14–19]. Дефект стального листа раскатной пригар с риской изучался в работах — в [3, 8, 9], дефект несплавления сварного продольного шва − в [4, 8, 9], вредное влияние остаточных напряжений стального листа на процесс экспандирования трубы − в [5, 8, 9,], дефект образования гофра стального листа на кромкогибочном прессе — [8, 9, 22–34], дефект точка перегиба при изгибе стального листа на трубоформовочном прессе − в [8, 9, 36].
Автор выражает благодарность научному руководителю, профессору, д.ф.-м.н. Владимиру Николаевичу Шинкину (Национальный исследовательский технологический университет «МИСиС») за обсуждение статьи и ценные замечания.
Литература:
1. Мокроусов В. И. Формовка плоской стальной заготовки на трубном прессе // Молодой ученый. 2015. № 15 (95) С. 133–136.
2. Мокроусов В. И. К вопросу о гибке стальной цилиндрической заготовки // Молодой ученый. 2015. № 16 (96).
3. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19–24.
4. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
5. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
6. Мокроусов В. И. К вопросу о разрыве стальных прямошовных труб при гидроиспытаниях и дефекте сварного шва // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8–1.
7. Мокроусов В. И. К вопросу о разрушении труб при дефекте раскатной пригар с риской // Актуальные проблемы гуманитарных и естественных наук. 2015. № 9–1.
8. Шинкин В. Н. Механика сплошных сред для металлургов. — М: Изд. Дом МИСиС, 2014. — 628 с.
9. Шинкин В. Н. Сопротивление материалов для металлургов. — М: Изд. Дом МИСиС, 2013. — 655 с.
10. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. — М: Изд. Дом МИСиС, 2008. — 307 с.
11. Шинкин В. Н. Теоретическая механика для металлургов. — М: Изд. Дом МИСиС, 2012. — 679 с.
12. Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. — М.: БИНОМ. Лаборатория знаний, 2013. — 172 с.
13. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344–349.
14. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359–365.
15. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361–366.
16. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
17. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
18. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
19. Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
20. Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222–227.
21. Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96).
22. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
23. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
24. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7–11.
25. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
26. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53–56.
27. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528–531.
28. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45–49.
29. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
30. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
31. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11–12. P. 833–840.
32. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
33. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61–66.
34. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
35. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
36. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
37. Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
38. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3–1. С. 64–67.
39. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4–1. С. 114–119.
40. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5–1. С. 96–99.
41. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6–1. С. 115–118.
42. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7–1. С. 74–78.
43. Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMS Meer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8–1.
44. Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 9–1.
45. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43–48.
46. Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Том 2. — Уфа: Башкирский государственный университет, 2014. — С. 119–121.
47. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7–15.
48. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26–34.
49. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
