




Нейронные сети в системах управления процессами измельчения и обогащения руд черных металлов

Автор: Зарубин Михаил Юрьевич
Рубрика: 3. Автоматика и вычислительная техника
Опубликовано в
Дата публикации: 09.01.2015
Статья просмотрена: 2227 раз
Библиографическое описание:
Зарубин, М. Ю. Нейронные сети в системах управления процессами измельчения и обогащения руд черных металлов / М. Ю. Зарубин. — Текст : непосредственный // Современные тенденции технических наук : материалы III Междунар. науч. конф. (г. Казань, октябрь 2014 г.). — Казань : Бук, 2014. — С. 33-40. — URL: https://moluch.ru/conf/tech/archive/123/6138/ (дата обращения: 26.04.2025).
В статье рассматриваются результаты разработки адаптивных систем управления горно-обогатительным оборудованием, построенных на основе баз знаний на искусственной нейроподобной сети радиально-базисной функции.
Ключевые слова: обогатительная фабрика, адаптивная система управления, нейроподобная сеть, радиально-базисная функция.
Повышение эффективности производства и снижение себестоимости получаемой продукции является одной из основных задач для Республики Казахстан, которую выделил в Стратегии индустриально-инновационного развития РК и в своем Послании Президент Республики Казахстан Н.Назарбаев.
Инновационное развитие предприятий производства на современном этапе немыслимо формирования эффективной системы управления. Причем главное внимание на всех уровнях управления и руководства должно быть сосредоточено на наиболее рациональном использовании материальных, трудовых и финансовых ресурсов, природных богатств, устранении излишних издержек и потерь. Именно эти вопросы являются стержневыми при решении задач управления современного предприятия [1].
Основой теоретико-методологической базы в вопросах, посвященных управлению процессами при обогащении полезных ископаемых, являются фундаментальные работы М. Джелали, С. Квина, К. Вонга и МакГриви, Р. Изермана, В. А. Бесекерского, Е. П. Попова, В. В. Солодовникова, А. В. Нетушила, В. А. Лукаса. Вопросы автоматизации обогатительных фабрик рассматривались в работах Г. А. Хака, Б. Д. Кошарского, А. Н. Марюты, В. В. Стальского, А. Е. Козина, В. З. Тропа, Дж. Форрестера и многих других.
Несмотря на предысторию исследований в области систем автоматического управления, данные вопросы остаются актуальными и важными для современного производства. Основными ограничениями применения для железорудных комбинатов имеющихся классических адаптивных систем управления являются:
- отсутствие или недостаточная точность контрольно-измерительной аппаратуры,
- усложнение условий работы обогатительного оборудования в связи с истощением минерально-сырьевой базы и работой на разносортных рудах,
- необходимость многопараметрической оптимизации и проведения исследований для предварительной настройки оборудования,
- значительное влияние, а точнее взаимовлияние, технологических процессов и линий друг на друга,
- постоянный «дрейф» зоны оптимальной работы в связи с нестабильностью входного рудопотока и износом оборудования.
Вместе с тем, развитие раздела систем искусственного интеллекта — искусственных нейроподобных сетей — дает основание предположить, что такие системы управления могут быть разработаны и эффективны именно на искусственных нейроподобных сетях, поскольку нейросети ориентированы на обработку больших массивов информации, в том числе и слабоструктурированной, способны к обучению и адаптации.
Применение аппарата систем искусственного интеллекта в управлении современным производством является одним из потенциально перспективных направлений развития систем автоматического управления многими компаниями, занимающимися вопросами автоматизации производства и изготовления аппаратуры систем управления.
Однако, на сегодняшний день, и для применения искусственных нейроподобных сетей есть свои нерешенные вопросы. В частности, не разработано систематизированной методики по применению аппарата искусственных нейроподобных сетей (ИНС) для решения конкретных прикладных задач, в том числе и задач повышения эффективности горно-перерабатывающего комплекса, не выявлены закономерности по выбору необходимой структуры нейроподобной сети и достаточного количества нейроподобных элементов для конкретной производственной задачи, нет ответов по вопросам обеспечения устойчивости систем построенных на нейросетевых технологиях, и типовых решений подавления возникающих при работе сети шумов.
Анализ состава руд, проведенный в рамках данного исследования показал, что руды месторождений, поставляющих свою продукцию на переработку для обогатительного комплекса АО «ССГПО», даже после внутрикарьерного усреднения, имеют значительные колебания по физико-механическому составу (рисунок 1), что значительно усложняет процесс ее переработки и накладывает дополнительные требования по адаптации к аппаратуре управления технологическим оборудованием.
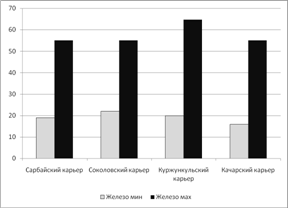
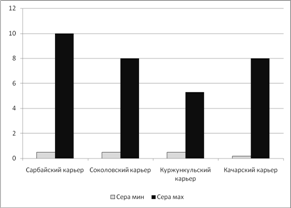
Рис. 1. Колебания процентного содержания полезного ископаемого (железа) и вредных примесей (серы) по карьерам северного региона Казахстана
В рамках выполняемого исследования на грант МОН РК (№ госрегистрации 0113РК00617) нами проведен анализа состояния технологических процессов крупнейших железообогатительных комбинатов Республики Казахстан — АО «Соколовско-Сарбайское горно-обогатительное производственное объединение» и ТОО «Оркен». По результатам выбран один из наиболее энергоемких технологических процессов — процесс измельчения руд черных металлов в стержневых мельницах.
Обогащение руд черных металлов, как самостоятельная отрасль горно-металлургического производства, осуществляется методами механической обработки, не связанной с химическими превращениями минералов. Химический состав минералов при этом остается неизменным. Изменяется лишь количественное соотношение между содержанием ценных минералов и пустой породы в исходном сырье и продуктах обогащения.
На фабриках обогащения руд черных металлов Северного Казахстана наиболее распространены двухстадиальные (для легкоизмельчаемых руд) и трехстадиальные (для трудноизмельчаемых руд) циклы измельчения.
В первой стадии установлена стержневая мельница, работающая в открытом цикле, а во второй и третьей стадиях — шаровые мельницы, работающие в замкнутом цикле [38, с. 15].
В стержневых мельницах работа дробящей среды (стержней) происходит по прямой линии во многих точках. Крупные куски руды отделяют стержни друг от друга и заставляют их у загрузочного конца мельницы подниматься выше, чем концы стержней у разгрузочного конца. Поднимающаяся масса стержней образует промежутки клинообразной формы, через которые проходят, как через отверстия грохота, мелкие частицы руды. То есть в стержневой мельнице происходит и классификация руды по крупности, что позволяет получать более равномерный по крупности зернистый продукт. При измельчении кинетическая энергия падающих стержней должна быть достаточной для разрушения максимальных кусков исходной руды.
При постоянном коэффициенте заполнения мельницы с изменением размера стержней число соударений в мельнице увеличивается. Поэтому необходимо применять измельчающие тела минимально допустимых размеров. При заполнении мельницы стержнями одного размера измельчение протекает менее эффективно, чем при использовании стержней разных размеров. В процессе измельчения происходит истирание и разрушение стержней, поэтому в процессе работы мельницы через определенный интервал времени производят удаление стержней меньших определенного диаметра и дозагрузку новых стержней [53].
Большинство технических операций обогатительной технологии проводят в водной среде. Механическая смесь твердого материала с жидкостью называется пульпой. Основной характеристикой пульпы является масса твердого материала.
Количество воды, подаваемое на мельницу, влияет на измельчение. При измельчении крупного материала (от 10 мм и более) достаточно 65–76 % твердого материала в пульпе, для более мелкого материала — 50–70 %.
Плотность пульпы, находящейся в мельнице, существенно влияет как на производительность по исходному сырью, так и по вновь образовавшемуся готовому продукту. Водный режим измельчения регулируется подачей воды в барабан мельницы. Установлено, что с увеличением подачи воды в мельницу ее производительность сначала быстро возрастает, а затем медленно падает, а производительность по питанию возрастает. В стержневых мельницах содержание твердого в пульпе до предела, при котором она остается подвижной, повышает производительность процесса. Это объясняется увеличением числа зерен, попадающих в зону ударных воздействий стержней.
При содержании твердого более 85 % возможно слипание стержней и резкое снижение производительности. При избыточной подаче воды в мельницу налипание зерен руды на мелющие тела резко уменьшается, и интенсивность измельчения падает. Этим объясняется снижение производительности по готовому продукту при разжижении пульпы.
Рыхлые разновидности руд с большим содержанием глинистых примесей создают в мельнице вязкую пульпу, увлекающую недоизмельченную фракцию в слив мельницы. Эффективность измельчения этих руд повышается при более низкой плотности.
В связи с этим интерес представляет управление процесса по параметру соотношения «руда-вода» в питании мельницы.
Разработка системы управления должно опираться на существующий комплекс программно-аппартаных средств обогатительной фабрики. Поэтому нами произведен анализ технологических схем измельчения применяемых на АО «ССГПО» и ТОО «Оркен».
По технологической инструкции АО «ССГПО» [38, с. 16] из бункеров технологических секций I-II очереди участка ММО конвейерами № 37 и № 38 с регулируемыми приводами и конвейером № 39 промпродукт подается на измельчение в стержневые мельницы МСЦ_3200´4500 (секции 1–5) или МСЦ 3600´4500 (секции 6–9).
Расход промпродукта, поступающего на измельчение, измеряется автоматическими тензометрическими конвейерными весами типа ЛТМ-1М, 4561К, 4449К (или как на 12 секции весами BEP-10 фирмы Schenck). Регулирование нагрузки осуществляется с помощью вторичных приборов со щитов контроля с помощью задатчиков Д3ФМ (или как на 12 секции цифровой станцией Contronic S). Исполнительными механизмами являются конвейеры № 37 и № 38. Приводами конвейеров № 37 и № 38 являются ДПТ серии П101 или ПБ86. Мнемосхема процесса измельчения в стержневых мельницах приведена на рисунке 2.
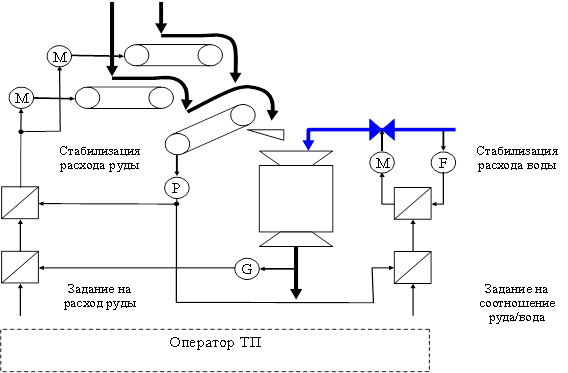
Рис. 2. Мнемосхема первой стадии измельчения на фабрике ММС АО «ССГПО»: P — конвейерные весы, G — гранулометр, F — расходомер, M — электромоторы
В качестве датчиков расхода воды используются индукционные расходомеры фирмы «Endress & Hauser», «Promag 30» или «Promag 30R». Исполнительным механизмом для данного контура является задвижка на трубопроводе воды в мельницу. На задвижке использован линейный привод RS10.
Как уже говорилось выше, раскрытие минерала зависит от соотношения «жидкое-твердое» в мельнице. Это соотношение не является константой, оно зависит от свойств руды. Для горных пород из-за сложности их состава, неоднородности структуры и плотности, наличия дефектов и других факторов автоматическое измерение параметров руд, характеризующих их физико-механические свойства, затруднено или невозможно. Но с учетом внедрения комплексных систем автоматического управления технологическим процессом (например, таких как «Автоматизированная система оперативно-диспетчерского управления» — «АСОДУ»), становится возможен учет объема поступающих руд в приемные бункера комплекса обогащения. Поэтому, при учете транспортных задержек и перемешивания возможен косвенный учет соотношения руд в продукте, подаваемом на измельчение.
Как следствие, становится возможным создание системы автоматического задания оптимального соотношения «руда/вода» для процесса измельчения. Такие системы позволят оптимизировать данный процесс, что повлечет за собой: улучшение качества продукта измельчения, уменьшение времени технологического цикла, снижение энергозатрат на измельчение и, как следствие, снижение себестоимости.
Согласно, существующих схем управления технологическим процессом измельчения, применяемой на АО «ССГПО» и ТОО «Оркен», разрабатываемая система должна заменить оператора технологического процесса. Поэтому в ней необходимо реализовать функции задания на расход руды и задания оптимального соотношения «руда/вода» в соответствии с соотношением полученных руд. В таком случае система будет иметь вид, представленный на рисунке 3.
Для создания данной системы необходимо реализовать два блока: автоматическое управление расходом руды и соотношением «руда/вода».
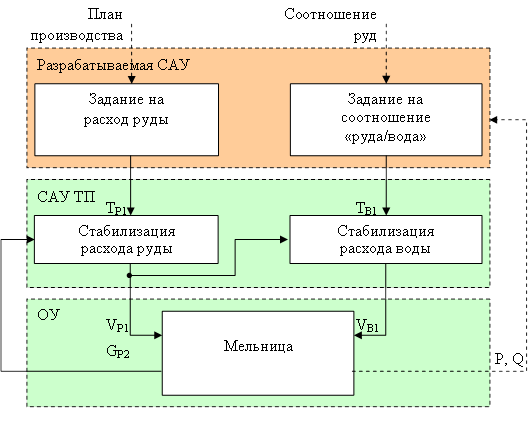
Рис. 3.Структура схемы управления первой стадии измельчения
Блок задания на расход руды реализует зависимость Y=F(X), задание на расход руды как функция от плана производства, и может быть в простейшем случае реализован разомкнутой САУ.
Блок управления соотношением «руда/вода» должен обеспечивать задание определенного соотношения «руда/вода» в зависимости от соотношения руд в питании мельницы. При неизвестности оптимальных значений, наиболее простым вариантом реализации систем являются системы с самонастройкой. В данной работе предложена структура системы управления соотношением «руда/вода» процесса измельчения в стержневой мельнице. В связи с тем, что система должна являться адаптивной с самонастройкой и самодообучением, то в ней необходимо наличие
- модуля поиска для адаптации и нахождения оптимального значения при изменении внешних воздействий на объект управления и саму систему;
- модуля или блока памяти, для хранения предыдущего опыта оптимизации и имеющихся оптимальных настроек;
- модуля сравнения, для возможности обучения и улучшения хранимых значений. Стуктурно систему можно представить схемой на рисунке 4.
Работу данной САУ можно описать следующим алгоритмом:
1) если значение Y при текущем X, хранимое в БП, лучше полученного с ОУ и уменьшается абсолютное значение их разности, то направления уточнения оптимального значения сохраняется. БС не выдает никаких сигналов. БН сохраняет знак DX. Значения БП не изменяются.
2) если значение Y при текущем X, хранимое в БП, лучше полученного с ОУ и увеличивается абсолютное значение их разности, то необходимо изменить направление уточнения оптимального значения. С БС подается сигнал на БН. БН меняет знак DX. Значения БП не изменяются.
3) если значение Y при текущем X, хранимое в БП, хуже полученного с ОУ, то получено более точное оптимальное значение. БС передает в БП значение пары X и Y. БН сохраняет знак DX. Значения БП изменяются.
Соответственно, в любой момент времени выходной управляющий сигнал X САУ состоит из геометрической суммы сигнала X, как функции от Y, и сигнала поискового приращения DX, выдаваемого БН.
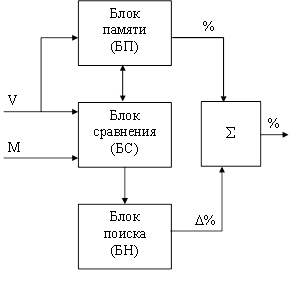
Рис. 4. Структура САУ с самонастройкой и обучением: V – входные параметры (объемы руд месторождений); М – параметры оптимизации; % – управляющий параметр (соотношение «руда/вода»)
Представленная схема САУ работоспособна, в тех случаях, когда время переходных процессов в объекте управления и САУ будет много меньше времени значимого изменения входных параметров.
Так как значение соотношения руд в промпродукте, подаваемом на измельчение, значимо меняется не чаще 5–6 раз в сутки, а время переходного процесса в мельнице составляет минуты, то возможно пренебречь возникающей в результате переходных процессов погрешностью. Данное положение послужило обоснованием отказа от реализации механизма учета предыстории состояния ОУ.
Для работы представленной системы необходимо реализовать блок памяти, осуществляющий постановку в соответствие какому-либо значению входного воздействия значение выходного сигнала.
Для применения в модуле памяти исследованы возможности применения как классических подходов (полиномиальная и сплайн интерполяция), так и на основе применения нейроподобных сетей.
В процессе работы были выяснены несколько осложняющих факторов, присущих данной задаче. Это, во-первых, факторы, связанные с самим технологическим процессом — нестабильность свойств руд месторождений, неточность и неоднозначность исходных (экспериментальных) данных (в связи с износом мельниц и мелющих тел), неравномерность данных в исследуемом пространстве и прочее, и, во-вторых, факторы, связанные с информационной емкостью задачи.
При аппроксимировании поверхности пространства первоначально упор был сделан на классические методы: аппроксимированием полиномом, кубическими сплайнами.
Выявлено, что для данной задачи существенный недостаток аппроксимации полиномом — рост степени полинома (а в нашем случае системы полиномов) с ростом числа исходных точек. Причем поведение полиномов очень нестабильно — возможны значительные скачки приближающих функций, которые могут сильно расходиться с поведением моделируемых функции и увеличение степени полиномов не всегда позволяет решить эту проблему.
Аппроксимирование сплайнами — метод, дающий более стабильный результат, однако имеющий свои недостатки. Во-первых, это достаточно громоздкий вид результирующих функций. Во-вторых, метод испытывает известные трудности в случае иррегулярных входных данных. В-третьих, объем сплайн-коэффициентов подчас превышает объем исходных данных, и это приводит к значительным вычислительным нагрузкам.
При использовании и данных методов возникает и не решаемая классическими методами проблема пластичности данных — изменение значения даже в одной точке приводит к пересчету значения всех коэффициентов функции
Проблемами применения методов является ресурсоемкость алгоритмов настройки и отсутствие возможности перенастройки отдельного фрагмента зависимости при дрейфе параметров. Эти причины послужили одним из факторов причины отказа от выбора использования классических методов в блоке памяти САУ.
В области систем искусственного интеллекта достаточно давно используется аппарат искусственных нейроподобнных сетей для аппроксимации различного вида зависимостей. ИНС представляют собой распределенные и параллельные системы, способные к адаптивному обучению путем анализа положительных и отрицательных воздействий при подаче обучающей выборки. В процессе дальнейшей работы сеть, опираясь на данные обучающей выборки и полученные знания, будет формировать новые значения.
Тот факт, что для оптимизирующей САР, в принципе, не важно знание аппроксимирующей зависимости (т. е. формализации знаний), а достаточно знание только достоверных значений аппроксимируемых параметров, послужил дополнительным плюсом в выборе этого направления исследования.
В настоящий момент для аппроксимации зависимостей могут быть использованы различные конфигурации сетей (сети прямого и обратного распространения ошибки, сети радиального базиса и другие) или спроектированы собственные архитектуры ИНС и другие.
Поэтому в дальнейшей работе исследованы возможности применения нейросетевых методов: сетей с обратным распространением ошибки (Neural Network with Back Propagation Training Algorithm — NNwBPTA), сетей встречного распространения (Counter Propagation Network — CPN или Hecht-Nielsen Neurocomputer) и сетей радиальных базисных функций (Radial Basis Function Network — RBFN).
Первой исследованной на применимость нейросетью была сеть с обратным распространением ошибки (Neural Network with Back Propagation Training Algorithm — NNwBPTA)..
При решении поставленной задачи сетью такого типа в качестве функций активации нейронов использованы два вида функций: функция Ферми (экспоненциальная сигмоида) и рациональная сигмоида. От еще одного часто встречающегося варианта функции активации — гиперболического тангенса — было принято решение отказаться сразу из-за большей вычислительной нагрузки. Как и первый, так и второй вариант обеспечили решение задачи. Вариант с функцией активации вида рациональная сигмоида обеспечил более быстрое обучение, но все же не применимое на практике из-за значительных затрат времени. В настоящий момент существуют более быстрые алгоритмы обучения данного вида сети, чем использованные в работе. Возможно, применение данных алгоритмов позволит сделать NNwithBPTA применимой для практического использования в оптимизирующих САР.
Вторым вариантом была попытка применить сеть встречного распространения (Counter Propagation Network — CPN или Hecht-Nielsen Neurocomputer). В результате, не смотря на то, что CPN прошла процесс обучения значительно быстрее NNwithBPTA, добиться достоверных или хотя бы применимых результатов не получилось. На наш взгляд, причина неудачи связана с тем, что не было найдено оптимальное количество числа нейронов в слоях сети.
Третьим и самым удачным вариантом была система, состоящая из сетей радиальных базисных функций (Radial Basis Function Network — RBFN). Сеть RBFN показала наилучшую точность и достаточно высокое, по сравнению с другими видами нейросетей и алгоритмов аппроксимации, время перенастройки. Этим и обосновано ее применение в блоке памяти.
Для исследования качества системы, авторами разработана программная модель технологического процесса с управлением оператором процесса и данной оптимизирующей системой управления. Программная реализация моделей выполнена в среде визуального программирования Simulink (рисунок 5).
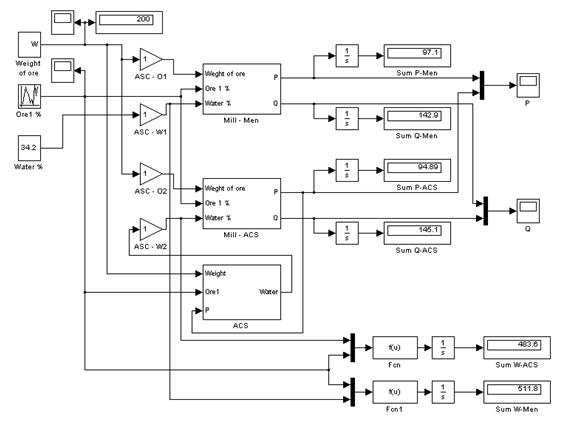
Рис. 5. Схема включения моделей процесса измельчения с автоматизированным и автоматическим управлением соотношением «руда/вода»
Для сравнения качества управления двух систем — автоматизированного и автоматического управления соотношением «руда/вода» в процессе измельчения на полученных моделях — модели помещены в идентичные условия и обеспечена идентичность исходных значений. Для обеспечения этого условия решено для их моделирования использовать одну рабочую область, а так же значения плана производства и соотношения руд подавать одновременно на обе системы.
Число реализаций эксперимента определено итерационно. Требуемая точность не может превышать точность модели процесса измельчения, поэтому в как максимум абсолютного значения разности между энергопотреблением за два периода принято 0,0612 МВт.
Графики энергопотребления мельницы и производительности при сравнении работы модели стрежневой мельницы при автоматическом адаптивном и автоматизированном управлении за 1 час работы приведены на рисунках 6 и 7.
На графиках непрерывной линией показаны энергопотребление и производительность мельницы при автоматизированном управлении, а пунктирной — при адаптивном автоматическом. Ступенчатый характер графиков объясняется использованием механизма продвижения модельного времени Dt. Единичные участки превышения энергопотребления и снижения производительности исследуемой системы по сравнению с эталонной вызваны работой в системе блока поиска при удалении от оптимального значения соотношения «руда/вода».
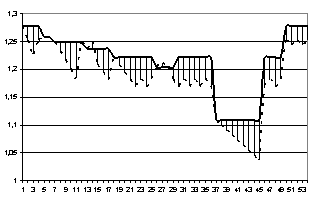
Рис. 6. График энергопотребления
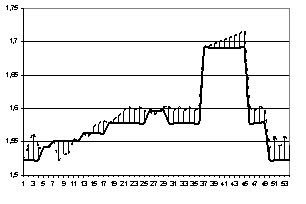
Рис. 7. График производительности
Суммарное энергопотребление модели мельницы при исследуемой системе управления по сравнению с эталонной меньше на 76 кВт·ч. Погрешность моделирования составляет 61.2 кВт·ч. Исходя из наихудшей ситуации (погрешность моделирования накладывается на экономию энергии) достоверным является факт экономии энергии в размере 15,8 кВт·ч. Таким образом, экономия энергопотребления одной мельницы в месяц составляет

Производительность мельницы по готовому классу также имеет тенденцию к росту, что характеризует улучшение качества управления процессом.
Как итог сравнения моделей можно сказать:
- модель является адекватной реальной системе в рамках решаемой задачи;
- модель показывает снижение энергопотребления и прирост производительности процесса измельчения при использовании разработанной адаптивной САУ по сравнению с АСУ.
Последний пункт доказывает, что внедрение адаптивной автоматической системой управления процессом измельчения по сравнению с имеющейся автоматизированной системой управления более эффективно по параметру себестоимости продукции и экономически оправдано.
Литература:
1 Марюта А. Н., Качан Ю. Г., Бунько В. А. Автоматическое управление технологическими процессами обогатительных фабрик. — М.:Недра, 1983.- 277 с.
2 Технологическая инструкция АО «ССГПО». — Рудный.: АО «ССГПО», 2006–180 с.
3 Сабанин В. Р., Смирнов Н. И., Репин А. И. Автоматические системы регулирования на основе нейросетевых технологий // Теория и практика построения и функционирования АСУ ТП: матер. междунар. науч. — «CONTROL-2003». — М., 2003. — С. 45–51.
4 Царегородцев В.Г Взгляд на архитектуру и требования к нейроимитатору для решения современных индустриальных задач. Материалы XI Всероссийского семинара «Нейроинформатика и ее приложения», Красноярск, 2003. — 215с. — С.171–175.
Ключевые слова
обогатительная фабрика, адаптивная система управления, нейроподобная сеть, радиально-базисная функция., радиально-базисная функцияПохожие статьи
Использование компьютерных технологий в процессе управления почвенным плодородием
В статье представлена разработанная автором информационно-управленческая система воспроизводства почвенного плодородия. Анализируется работа данной системы. Приводится пример использования компьютерных технологий управления балансом питательных вещес...
Обработка сигналов в среде Matlab
Статья посвящена изучению аварийных и рабочих режимов работы тяговой сети постоянного тока с помощью функций в среде MATLAB; нахождению различий и адаптации к изменяющимся условиям с помощью искусственного интеллекта. Рассмотрена возможность построен...
Алгоритм управления транспортом нефти и газа на промыслах
В научной статье рассмотрены теоретические и методические вопросы управления товарными потоками нефти и газа в компаниях, осуществляющих разработку малодебитных месторождений. Основная цель исследования — разработка рекомендаций по повышению экономи...
Программный комплекс моделирования транспортных и пешеходных потоков на регулируемом перекрестке
В статье изложен способ повышения эффективности управления транспортными и пешеходными потоками на регулируемом перекрестке. Реализованы валидация, проектирование и верификация. Разработан программный комплекс моделирования регулируемого перекрестка...
Математическая модель оптимизации структуры электромонтажной панели системы управления
В статье изложен метод повышения эффективности проектирования электромонтажных схем системы управления технологическим оборудованием с использованием математического моделирования. Разработана математическая модель оптимизации структуры электромонтаж...
О практических аспектах использования экономико-математических моделей в контроллинге социально-экономических процессов
В статье изучены практические возможности применения различного вида экономико-математических моделей для исследования процессов, происходящих в сельскохозяйственном производстве.
Кластеризация диагностических моделей и их выделение из конфигурационных наборов аппаратных архитектур реконфигурируемой системы функционального контроля и диагностики космического аппарата
В работе рассматриваются особенности математической формализации процессов формирования диагностических моделей контролируемых и диагностируемых бортовых систем космического аппарата в реконфигурируемом вычислительном поле. Предложена математическая ...
Разработка и моделирование силового блока зарядного источника питания генератора импульсного напряжения
Статья посвящена разработке источника питания генератора импульсного напряжения (ГИН) на основе линейного импульсного трансформатора (ЛИТ-генератора) для электроимпульсного бурения горных пород напряжением 2 кВ и мощностью 2 кВт. Приведена упрощенная...
Применение нейронной сети для распознавания сварочных дефектов
В статье описывается использование свёрточных нейронных сетей в области машиностроения для распознавания дефектов на поверхности сварных соединений, а также приводятся примеры их применения. Показаны результаты распознавания ряда сварочных дефектов с...
Разработка алгоритмического и программного обеспечения управления сложными, распределенными и облачными системами на базе нейропроцессоров
Рассматриваются вопросы разработки алгоритмического и программного обеспечения для управления многопроцессорными параллельными вычислительными системами распределенного и облачного типа на базе концептуально нового поколения вычислительной техники — ...
Похожие статьи
Использование компьютерных технологий в процессе управления почвенным плодородием
В статье представлена разработанная автором информационно-управленческая система воспроизводства почвенного плодородия. Анализируется работа данной системы. Приводится пример использования компьютерных технологий управления балансом питательных вещес...
Обработка сигналов в среде Matlab
Статья посвящена изучению аварийных и рабочих режимов работы тяговой сети постоянного тока с помощью функций в среде MATLAB; нахождению различий и адаптации к изменяющимся условиям с помощью искусственного интеллекта. Рассмотрена возможность построен...
Алгоритм управления транспортом нефти и газа на промыслах
В научной статье рассмотрены теоретические и методические вопросы управления товарными потоками нефти и газа в компаниях, осуществляющих разработку малодебитных месторождений. Основная цель исследования — разработка рекомендаций по повышению экономи...
Программный комплекс моделирования транспортных и пешеходных потоков на регулируемом перекрестке
В статье изложен способ повышения эффективности управления транспортными и пешеходными потоками на регулируемом перекрестке. Реализованы валидация, проектирование и верификация. Разработан программный комплекс моделирования регулируемого перекрестка...
Математическая модель оптимизации структуры электромонтажной панели системы управления
В статье изложен метод повышения эффективности проектирования электромонтажных схем системы управления технологическим оборудованием с использованием математического моделирования. Разработана математическая модель оптимизации структуры электромонтаж...
О практических аспектах использования экономико-математических моделей в контроллинге социально-экономических процессов
В статье изучены практические возможности применения различного вида экономико-математических моделей для исследования процессов, происходящих в сельскохозяйственном производстве.
Кластеризация диагностических моделей и их выделение из конфигурационных наборов аппаратных архитектур реконфигурируемой системы функционального контроля и диагностики космического аппарата
В работе рассматриваются особенности математической формализации процессов формирования диагностических моделей контролируемых и диагностируемых бортовых систем космического аппарата в реконфигурируемом вычислительном поле. Предложена математическая ...
Разработка и моделирование силового блока зарядного источника питания генератора импульсного напряжения
Статья посвящена разработке источника питания генератора импульсного напряжения (ГИН) на основе линейного импульсного трансформатора (ЛИТ-генератора) для электроимпульсного бурения горных пород напряжением 2 кВ и мощностью 2 кВт. Приведена упрощенная...
Применение нейронной сети для распознавания сварочных дефектов
В статье описывается использование свёрточных нейронных сетей в области машиностроения для распознавания дефектов на поверхности сварных соединений, а также приводятся примеры их применения. Показаны результаты распознавания ряда сварочных дефектов с...
Разработка алгоритмического и программного обеспечения управления сложными, распределенными и облачными системами на базе нейропроцессоров
Рассматриваются вопросы разработки алгоритмического и программного обеспечения для управления многопроцессорными параллельными вычислительными системами распределенного и облачного типа на базе концептуально нового поколения вычислительной техники — ...




