




Применение режущих инструментов из синтетических сверхтвердых материалов для повышения экологичности и качества механической обработки

Автор: Васильева Нателла Валерьевна
Рубрика: 7. Машиностроение
Опубликовано в
III международная научная конференция «Актуальные вопросы технических наук» (Пермь, апрель 2015)
Дата публикации: 29.03.2015
Статья просмотрена: 2032 раза
Библиографическое описание:
Васильева, Н. В. Применение режущих инструментов из синтетических сверхтвердых материалов для повышения экологичности и качества механической обработки / Н. В. Васильева. — Текст : непосредственный // Актуальные вопросы технических наук : материалы III Междунар. науч. конф. (г. Пермь, апрель 2015 г.). — Пермь : Зебра, 2015. — С. 91-95. — URL: https://moluch.ru/conf/tech/archive/125/7736/ (дата обращения: 24.04.2025).
В статье изложено одно из наиболее эффективных направлений в решении проблемы экологичности технологических процессов и качества выпускаемых изделий машиностроения — экологически чистая сухая обработка резанием без применения смазочно-охлаждающих жидкостей, используя прогрессивный современный режущий инструмент из синтетических сверхтвердых материалов.
Технология машиностроительного производства на современном этапе развития машиностроения достигла такого уровня, когда современные процессы обработки резанием вплотную приблизились к возможности получения предельного диапазона точности обработанных деталей. Для повышения производительности и достижения качества обработки металлов резанием в настоящее время эффективные производства используют в основном жидкие смазочно-охлаждающие технологические среды (СОТС).
Одним из определяющих факторов развития и совершенствования современных производств является создание экологически чистых технологий в машиностроении, в том числе в металлообрабатывающих областях. Количество потребляемых жидких СОТС в индустриально промышленно развитых странах весьма велико и составляет миллионы тонн в год [1,2].

Рис.1. Процесс сверления отверстия с использованием СОТС
Вместе с тем, современные технологические процессы обработки резанием с применением СОТС являются причиной вредного воздействия на окружающую среду. Испарение, распыление, пролив, концентрация в стружке и поверхностях обработанных деталей, возможный слив в канализационную систему — всё это оказывает непоправимый ущерб окружающей среде.
Кроме того, традиционно используемые СОТС чрезвычайно вредны для здоровья человека и являются причиной роста числа профессиональных заболеваний. Отрицательное воздействие на организм человека проявляется как через непосредственный контакт, вследствие чего резко увеличивается вероятность возникновения кожных заболеваний, так и через атмосферу цеха, поражая дыхательную систему и другие жизненно важные органы [3]. Безусловно, такое положение требует пересмотра традиционных схем эксплуатации смазочно-охлаждающих технологических сред в сторону экономически эффективных и экологически ориентированных решений в этой области.
Одной из наиболее серьезных проблем развития современного машиностроения является необходимость обеспечения постоянно растущих и ужесточающих требований к экологичности технологических процессов и качеству выпускаемой продукции. Для отечественной продукции качество приобретает особое значение в связи с необходимостью повышения конкурентоспособности на мировом рынке. Одним из наиболее эффективных направлений в решении данной проблемы является применение экологически чистой сухой обработки без применения смазочно-охлаждающих жидкостей, используя прогрессивный современный режущий инструмент.
В последние годы во всем мире растет производство и применение лезвийных режущих инструментов из синтетических сверхтвердых материалов (СТМ), например, кубического нитрида бора [5]. Это связано с широким внедрением новых технологий обработки — высокоскоростная обработка резанием, обработка металлов в закаленном состоянии, экологически чистая сухая обработка без использования СОТС.
Отечественные поликристаллические СТМ на основе нитрида бора были созданы и исследованы целым рядом научно-исследовательских организаций.
Кубический нитрид бора (КНБ) или CUBIC BORON NITRIDE (CBN) — второй по твердости после алмаза синтетический материал, получаемый при высоких давлении и температуре, обладает исключительной твердостью в горячем состоянии, что позволяет использовать его при очень больших скоростях резания [4]. Он также характеризуется хорошей прочностью и термостойкостью.
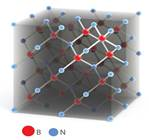
Рис.2. Структура кристаллической решетки кубического нитрида бора
Кубический нитрид бора широко используется для чистовой токарной обработки закалённой стали, имеющей твёрдость более 45 HRC. При твёрдости обрабатываемого материала более 55 HRС пластины из CBN становятся единственно возможным решением, способным заменить традиционно используемые методы шлифования.

Рис. 3. Наружное продольное точение гильзы из закаленной стали сборным резцом с пластиной из инструментального материала на основе нитрида бора
Производительность при обработке закаленных материалов до сего момента достигалась за счет изменения конструкции инструмента и усовершенствования оборудования. Сейчас, новые инструментальные материалы позволяют работать с высокими скоростями, а геометрия режущей части достигать высоких значений рабочих подач. Современные материалы представляют собой керамические композиты с содержанием CBN порядка 40–65 %. Керамическая связка добавляет кубическому нитриду бора износостойкости, без чего этот материал был бы подвержен химическому износу. Существует группа сверхтвердых материалов с высоким содержанием CBN, от 85 % до почти 100 %. В них может применяться металлическая связка, что повышает их прочность.
Режущий инструмент из кубического нитрида бора выводит обработку закаленных материалов на новый уровень [6,7]. Основные преимущества обработки закаленных материалов инструментом из КНБ:
- высокая производительность за счет высоких скоростей резания и снижения вспомогательного времени;
- высокая гибкость применения;
- минимальные коробления заготовки;
- ударная устойчивость;
- химическая инертность;
- высокая температурная устойчивость (до 1300 С);
- широкий спектр обрабатываемых материалов (твердость 30–90 HRC);
- возможность нарезания резьбы в закаленных сталях;
- возможность калибровки и шлифовки резьбы за один проход;
- возможность унификации оборудования для полной обработки детали.
Наибольший эффект дает применение сменных многогранных пластин (СМП) из КНБ при обработке следующих материалов:
- закаленная сталь > 50 HRC (цементированная сталь, плазменная и индукционная закалка);
- рессорные стали (типа C145, 340 CrMo4, 50 CrY4, 58 CrY4);
- быстрорежущие стали (HSS);
- стали холодной технологии (типа X165CrMo12 (1.2601), (1.3207);
- стали горячей технологии (типа X210Cr12 (1.2080));
- отбеленный чугун ∼50 HRC, части отливок изложницы и двухслойного литья;
- специальный отбеленный чугун — 50 HRC;
- N1 — «Hard» (хромоникелевый сорт чугуна с высокой ударопрочностью и высокой износостойкостью);
- особо стойкие к износу сорта чугуна с твердостью до 600 HB.
Скорость резания — важнейший фактор интенсификации обработки материалов резанием с применением инструмента из синтетических сверхтвердых материалов, в целях, когда резервы существенного повышения скоростей резания традиционным инструментальным материалом практически исчерпана.
Таблица 1
Скорость резания при обработке материалов инструментом из КНБ
|
Материал |
Твердость, НВ |
V, м/мин |
|
Низкоуглеродистые стали (<0,3 % С) и автоматные стали |
120–150 |
150–350 |
|
Среднеуглеродистые и высокоуглеродистые стали (>0,3 % С) |
150–190 |
140–300 |
|
Легированные и инструментальные стали (в т. ч. закаленные) |
< 450 (< 48 HRC) |
80–300 |
|
Чугун с шаровидным графитом |
150–350 |
150–350 |
|
Серый чугун |
160–240 |
800–1400 |
|
Закаленная сталь |
45–55 HRC |
120–300 |
|
Закаленная сталь |
55–65 HRC |
130–250 |
|
Отбеленный чугун или закаленный |
400–500 |
100–140 |
Технологию создания СМП из КНБ для обработки сверхпрочных металлов освоили на одном из предприятий Москвы. Инструмент получается настолько надежным, что по прочности может соперничать с синтетическим алмазами и позволяет в разы сократить время на обработку металлических деталей. Технология создания СМП начинается с синтеза порошка. В печи, которая одновременно выполняет функции пресса, из порошка делают заготовки. На специальном оборудовании их поверхность шлифуют, затем отправляют под луч лазера — на «раскройку». Финальная стадия — обработка на шлифовально-программируемом центре, который корректирует размеры с точностью до микрона.

Рис. 4. Порошок кубического нитрида бора в виде режущей массы и конечная продукция компании — технологичные СМП по металлу
Применение сменных режущих пластин из сверхтвердых материалов на основе кубического нитрида бора позволяет эффективно решить ряд технических и экономических задач [8,9]:
1. Значительно увеличить скорость резания, доведя ее до уровня 80–120 м/мин. (т. е. минимум в 10 раз). При этом трудоемкость обработки снижается в 2–6 раз.
2. Получить шероховатость обрабатываемой поверхности Ra 3.2–1.6 (уровень шлифовки). При этом соблюдается стабильность полученных геометрических размеров, что является важнейшем фактором получения сопрягаемых деталей дробилок.
3. При точении или фрезеровании марганцовистых сталей инструментом на основе КНБ (благодаря отрицательной геометрии передних углов) в поверхностном слое обрабатываемого материала глубиной до 50–70 мкм создаются сжимающие напряжения, что повышает эксплуатационные свойства детали. При высоких скоростях резания (V=80–120м/мин) в поверхностном слое обрабатываемой детали не происходит структурных изменений, т. к. большая часть тепла уходит со стружкой.
4. Токарная обработка инструментом из КНБ позволяет исключить применение плазменного подогрева при обработке броней, что снижает общие затраты на механическую обработку, уменьшает расход электроэнергии, исключает затраты на приобретение и ремонт плазмотронов.
5. Применение сборного инструмента (с механическим креплением сменных поворотных пластин) позволяет значительно сократить вспомогательное время, куда в частности входит: снятие инструмента со станка, заточка инструмента, размерная подналадка.
6. Высокоскоростная обработка пластинами из КНБ на порядок снижает усилие резания, что предотвращает преждевременный износ дорогостоящих станков. Снижение нагрузки на станок происходит вследствие того, что имея большой резерв скорости обработки, появляется возможность в два раза уменьшить глубину обработки и подачу на оборот. При этом минутная подача инструмента из КНБ в 4–5 раз превзойдет подачу резцов из ВК8. Следует отметить, что токарно-карусельные станки моделей 1540, 1563, SC43, SKД50, КУ487, SK-40А не предназначены для силового резания (при обработке твердым сплавом усилия резания достигают 12500 кг, а при обработке КНБ — 800…1000кг; исследования проводились при помощи универсального динамометра УДМ конструкции ВНИИинструмент).
Инструменты с вставками из КНБ успешно применяются на всех этапах машиностроения и авиационно-космической промышленности. Сверхпрочный компонент пользуется успехом не только среди отечественных производителей, но также получил высокие оценки зарубежных экспертов. Использование инструментов из синтетических сверхтвердых материалов позволяет во многих случаях осуществить обработку без СОЖ, т. е. так называемое «сухое» резание, что уменьшает затраты и улучшает экологическую обстановку на рабочем месте, а также уменьшает вредные выбросы в окружающую среду.
Литература:
1. Кириллов А. К., Верещака А. С. Разработка системы экологически безопасной формообразующей обработки резанием. — Межд. Науч.-техн. Сборник. «Резание и инструмент в технологических системах». — Харьков: ХГТУ, 2001– 102 с.
2. Смазочно — охлаждаюшие технологические средства и их применение при обработке резанием: справочник / Л. В. Худобин, А. П. Бабичев, Е. М. Булыжев и др./Под общ. Ред. Л. В. Худобина — М.: Машиностроение, 2006–544 с.
3. Кундиев Ю. Н., Трахтенберг И. М., Поруцкий Г. В. Гигиена и токсикология смазочно- охлаждающих жидкостей для механической обработки металлов. — Киев: Здоровье, 1992–120 с.
4. Инструменты из сверхтвердых материалов / Под ред. Н. В. Новикова. — М: Машиностроение, 2005.–555 с.
5. Малышев С. Н., Филоненко В. П., Захаревич Е. М., Перфилов С. А. Опыт промышленного применения сверхтвердых инструментальных материалов // РИТМ. 2011. № 2
6. Грубый С. В. Исследование режущих свойств резцов из нитрида бора — М.: МГТУ им. Н. Э. Баумана, 2008. — 96 с.
7. Маслов А. Р. / Инструментальные системы машиностроительных производств: М.: Машиностроение, 2006.–336 с.
8. Инструмент для высокопроизводительного и экологически чистого резания / Андреев В. Н., Боровский Г. В., Боровский В. Г., Григорьев С. Н. — М.: Машиностроение, 2010. — 480 с.
9. Производство и эксплуатация современного режущего инструмента /А. А. Борисов, Г. В. Боровский, В. А. Вычеров и др. — М.: Издательство «ИТО», 2011.– 104 с.
Похожие статьи
Усовершенствование технологических стадий производства термопластичных акрилатных каучуков на опытном заводе ФГУП «НИИСК»
Представлены и обсуждены результаты научных исследований, направленных на отработку технологии стадия отмывки, в частности, режимов выделения акрилатных каучуков с целью снижения содержания эмульгатора в коагулюме и перспективой возвращения серума и ...
Изучение технологического процесса влажно-тепловой обработки деталей одежды с целью дальнейшего улучшения их формоустойчивости
В статье изложен технологический процесс влажно-тепловой обработки изготовления швейных изделий, так как основная задача влажно-тепловой обработки это — придание готовым изделиям товарного вида, формы, обеспечивающей хорошую посадку изделий на фигура...
Изучение характеристик влажно-тепловой обработки и методы их контроля
В статье изложен технологический процесс ВТО изготовления швейных изделий, так как основная задача влажно-тепловой обработки — это придание деталям одежды требуемой формы, обеспечивающей хорошую посадку изделий на фигурах потребителей в соответствии ...
Исследование методов повышения стойкости режущего инструмента
В статье рассматриваются существующие методы повышения стойкости режущего инструмента, с целью повышения эффективности бизнес-процесса подготовки производства. Данная научная статья демонстрирует недостатки и преимущества физико-механических методов ...
Изучение процесса влажно-тепловой обработки тканей
В статье изложен технологический процесс влажно-тепловой обработки изготовления швейных изделий, так как основная задача влажно-тепловой обработки — это придание готовым изделиям товарного вида, формы, обеспечивающей хорошую посадку изделий на фигура...
Перспективы промышленного производства геополимерных вяжущих на основе отходов горнодобывающей промышленности
Рассмотрены преимущества технологии геополимерных материалов. Приведен анализ проблем, не позволяющих наладить промышленное производство и широкое использование этих материалов в строительстве. Предложены пути решения этих проблем.
Изучение сварных соединений в швейном производстве
В статье изучен технологический процесс изготовления швейных изделий из термопластичных материалов сварными соединениями. Выявлены преимущества и недостатки этой технологии. Изучена практическая целесообразность применения данной технологии в массово...
Разработка комплексных показателей качества для материалов низа обуви
В данной статье рассмотрены вопросы разработки высококачественных полимерных композиций для низа обуви в условиях эксплуатации в сухом жарком климате.
Технологии производства волокнистых материалов из полипропилена и перспективы их применения в качестве нефтесорбентов
Рассмотрены технологии производства волокнистых материалов на основе полипропилена. Охарактеризованы их основные преимущества в качестве сорбционных материалов для ликвидации разливов нефти и нефтепродуктов. Описаны перспективные российские технологи...
Изучение влияния автоматизации на качество выполнения технологических операций
В статье изложены основные требования к качеству изготовления одежды на всех стадиях производства. Просмотрены методы улучшения качества одежды в результате применения прогрессивной технологии и современного оборудования.
Похожие статьи
Усовершенствование технологических стадий производства термопластичных акрилатных каучуков на опытном заводе ФГУП «НИИСК»
Представлены и обсуждены результаты научных исследований, направленных на отработку технологии стадия отмывки, в частности, режимов выделения акрилатных каучуков с целью снижения содержания эмульгатора в коагулюме и перспективой возвращения серума и ...
Изучение технологического процесса влажно-тепловой обработки деталей одежды с целью дальнейшего улучшения их формоустойчивости
В статье изложен технологический процесс влажно-тепловой обработки изготовления швейных изделий, так как основная задача влажно-тепловой обработки это — придание готовым изделиям товарного вида, формы, обеспечивающей хорошую посадку изделий на фигура...
Изучение характеристик влажно-тепловой обработки и методы их контроля
В статье изложен технологический процесс ВТО изготовления швейных изделий, так как основная задача влажно-тепловой обработки — это придание деталям одежды требуемой формы, обеспечивающей хорошую посадку изделий на фигурах потребителей в соответствии ...
Исследование методов повышения стойкости режущего инструмента
В статье рассматриваются существующие методы повышения стойкости режущего инструмента, с целью повышения эффективности бизнес-процесса подготовки производства. Данная научная статья демонстрирует недостатки и преимущества физико-механических методов ...
Изучение процесса влажно-тепловой обработки тканей
В статье изложен технологический процесс влажно-тепловой обработки изготовления швейных изделий, так как основная задача влажно-тепловой обработки — это придание готовым изделиям товарного вида, формы, обеспечивающей хорошую посадку изделий на фигура...
Перспективы промышленного производства геополимерных вяжущих на основе отходов горнодобывающей промышленности
Рассмотрены преимущества технологии геополимерных материалов. Приведен анализ проблем, не позволяющих наладить промышленное производство и широкое использование этих материалов в строительстве. Предложены пути решения этих проблем.
Изучение сварных соединений в швейном производстве
В статье изучен технологический процесс изготовления швейных изделий из термопластичных материалов сварными соединениями. Выявлены преимущества и недостатки этой технологии. Изучена практическая целесообразность применения данной технологии в массово...
Разработка комплексных показателей качества для материалов низа обуви
В данной статье рассмотрены вопросы разработки высококачественных полимерных композиций для низа обуви в условиях эксплуатации в сухом жарком климате.
Технологии производства волокнистых материалов из полипропилена и перспективы их применения в качестве нефтесорбентов
Рассмотрены технологии производства волокнистых материалов на основе полипропилена. Охарактеризованы их основные преимущества в качестве сорбционных материалов для ликвидации разливов нефти и нефтепродуктов. Описаны перспективные российские технологи...
Изучение влияния автоматизации на качество выполнения технологических операций
В статье изложены основные требования к качеству изготовления одежды на всех стадиях производства. Просмотрены методы улучшения качества одежды в результате применения прогрессивной технологии и современного оборудования.




