




Конечно-элементный анализ теплового состояния упругих элементов в процессе МДТМО
Авторы: Шаврин Олег Иванович, Скворцов Андрей Николаевич
Рубрика: 7. Машиностроение
Опубликовано в
III международная научная конференция «Технические науки в России и за рубежом» (Москва, июль 2014)
Дата публикации: 11.07.2014
Статья просмотрена: 82 раза
Библиографическое описание:
Шаврин, О. И. Конечно-элементный анализ теплового состояния упругих элементов в процессе МДТМО / О. И. Шаврин, А. Н. Скворцов. — Текст : непосредственный // Технические науки в России и за рубежом : материалы III Междунар. науч. конф. (г. Москва, июль 2014 г.). — Т. 0. — Москва : Буки-Веди, 2014. — С. 88-91. — URL: https://moluch.ru/conf/tech/archive/90/6026/ (дата обращения: 24.04.2025).
Рассматриваются результаты решение в программном комплексе ANSYS тепловой задачи при навивке пружины в ходе малодеформационной термомеханической обработки. Исследовано влияние материала оправки, различных охлаждающих сред и разделительного устройства на изменение теплового состояния навитой пружины в процессе последеформационной выдержки и закалки в закалочной ванне.
Ключевые слова: малодеформационная термомеханическая обработка, пружина, упрочнение
In article results the decision in program complex ANSYS of a thermal problem are considered at manufacturing of a spring during,low-deformation thermomechanical processing. Influence of a material a core, various cooling environments and the dividing device on change of a thermal condition of the wound spring in process post-deformation endurance and training in a hardening bath is investigated.
Key words:low-deformation thermomechanical processing, spring, hardening
Для конструкционных материалов и изделий, которые из них изготавливаются, под нанотехнологией нужно понимать процессы формирования каких-либо элементов структуры, получающих наноразмеры, соответствующие установленному требованию — менее 100 нм хотя бы в одном из направлений измерения. Упрочняющее воздействие наноразмерных элементов структуры — торможение дислокаций, обеспечивающее повышение сопротивления деформации под действием напряжений. Такими элементами структуры могут быть границы зерен, дисперсные выделения, границы субзерен, образующихся в результате перестроения дислокаций, образовавшихся в ходе пластической деформации, применяющейся либо при производстве металла, либо при изготовлении деталей. С точки зрения реализации нанотехнологий в производстве изделий машиностроения наиболее актуальным является создание технологий формирования наноразмерных элементов структуры металла в готовой детали.
Одной из практически реализованных технологий наносубструктурного упрочнения высоконагруженных деталей — упругих элементов, является малодеформационная термомеханическая обработка (МДТМО). Технология, технологическое оборудование, технологическая оснастка для производства пружин подвески железнодорожной техники разработаны и реализованы на вновь созданном предприятии ООО НПЦ «Пружина» под руководством д. т.н., профессора О. И. Шаврина. Проведенные исследования показали перспективность внедренной технологии, в частности, получено значительное повышение долговечности при одинаковых условиях испытаний (200–300 тысяч циклов у пружин произведенных по обычной технологии, и более 10 млн. циклов по технологии МДТМО) снижение осадки (6 мм — у первых, 0.6 мм после МДТМО), повышение стабильности межвиткового зазора [1].
Проведение натурных экспериментов является процессом длительным и дорогостоящим. Альтернативой получения информации является использование пакетов конечно-элементного анализа. При проведении исследований использовался ANSYS v.14.5 (лицензия — номер пользователя 607281).
Технология МДТМО винтовых пружин заключается в индукционном нагреве прутка, навивке нагретого прутка на оправку и последующей повитковой закалке с обязательной регламентированной последеформационной выдержкой. [2] Схема процесса — на рис. 1.
При непрерывно-последовательном нагреве продольно перемещающегося через секции индуктора прутка обеспечивается достаточная стабильность температуры по длине прутка и допустимый перепад по сечению. Разделительное устройство (3, рис.1) вводится для повышения производительности процесса.
Для изготовления качественных пружин важно знание теплового состояния витка навитой пружины во время последеформационной выдержки и в процессе охлаждения. Если контроль температуры поверхности возможен различными бесконтактными способами, то определение температуры по сечению при МДТМО возможено только расчетными методами [3]. После окончания обработки о тепловом состоянии в момент начала охлаждения и в его процессе можно судить по характеру структуры готовой пружины.
Для исследуемых вариантов принимается:
- диаметр прутка = 20 мм, диаметр оправки 192 мм;
- окончание выдержки после индукционного нагрева (начало навивки) — равномерное распределение температуры по сечению — 1 000 ○С);
- после навивки (контакт горячего витка с холодной оправкой из сталей 45, 20Х23Н18) при отсутствии охлаждения, время контакта 10 сек.;
- охлаждение витков пружины на оправке в ванне с жидкостью (время начала охлаждения — 10 сек., после навивки витка на оправку, охлаждающая среда — полимерная закалочная жидкость (ПЗЖ), длительность охлаждения 15 сек.);
- различные охлаждающие среды (вода, масло, ПЗЖ).
Изменение температуры на участках поверхности витка пружины (наружной и внутренней, контактирующей с оправкой) для рассматриваемых вариантов приведено на рис. 2–4.
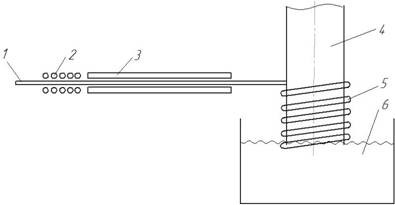
Рис. 1. Схема процесса: 1 — пруток; 2 — индуктор; 3 — разделительное устройство; 4 — оправка; 5 — пружина; 6 — закалочная ванна
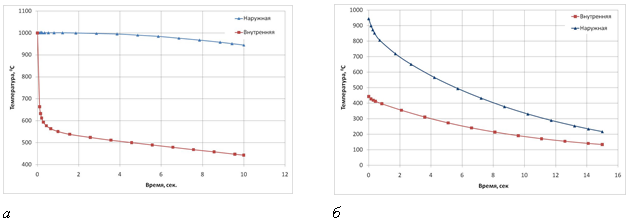
Рис. 2. Изменение температуры участков поверхности витка после навивки (оправка сталь 45): а — время контакта витка с оправкой; б — время охлаждения витка в ванне
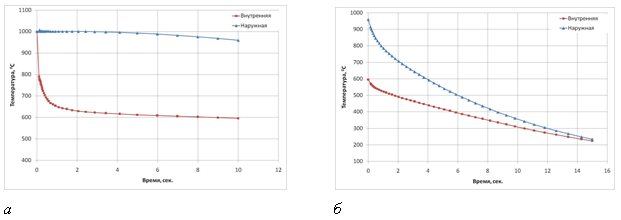
Рис. 3. Изменение температуры участков поверхности витка после навивки (оправка сталь 20Х23Н18): а — время контакта витка с оправкой; б — время охлаждения витка в ванне
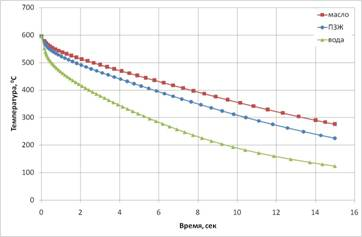
Рис. 4. Изменение температуры при охлаждении на оправке сталь 20Х23Н18, участок контакта пружина — оправка: вода (a = 4 кВт/м○К), масло (a = 1,5 кВт/м○К), ПЗЖ (a = 2 кВт/м○К)
Из приведенных расчетных графических зависимостей видно, что
- во время навивки и последеформационной выдержки температура прутка в зоне контакта с оправкой наиболее интенсивно снижается, материал оправки не оказывает влияния во время последеформационной выдержки на изменение температуры участка наружной поверхности витка пружины;
- материал оправки оказывает влияние на степень охлаждения прилегающей зоны прутка и для исключения промежуточных превращений в материале витка пружины в зоне контакта его с оправкой следует применять оправки из высоколегированных сталей, например 20Х23Н18 (имеющих пониженный коэффициент теплопроводности по сравнению с конструкционной сталью 45).
С целью исследования изменения температуры прутка в разделительном устройстве перед навивкой было проведено ее конечно-элементное моделирование в ANSYS. При нахождении прутка в разделительном устройстве теплообмен возможен только излучением. В используемой конструкции устройства — расположение горизонтальное, длина устройства значительно превышает длину прутка — конвекционный обмен практически исключен. Результаты моделирования для прутков диаметром 20 и 30 мм при установившейся в разделительном устройстве температуре 500 0С представлены на рис. 5.
Из графиков видно:
— при температуре в устройстве 500 ○С температура наружной поверхности прутка достигает температуры, применяющейся при печном нагреве для закалки (860 0С) для прутка диаметром 20 мм через 36 сек., для прутка диаметром 30 мм через 56 сек.;
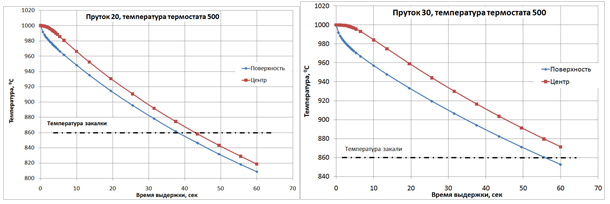
Рис. 5. Изменение температуры центра и поверхности прутка, находящегося в разделительном устройстве с температурой 500 ○С
Из графиков видно:
- при температуре в устройстве 500 ○С температура наружной поверхности прутка достигает температуры, применяющейся при печном нагреве для закалки (860 0С) для прутка диаметром 20 мм через 36 сек., для прутка диаметром 30 мм через 56 сек.;
- температурный градиент центр — поверхность после выдержки 30 сек. для диаметра 20 мм — 14 0С и для диаметра 30 мм — 24 С○, после выдержки 60 сек. температурный градиент центр — поверхность для диаметра 20 мм.– 10 ○С, для диаметра 30 мм,– 19 ○С;
- при нахождении прутка в устройстве свыше 5 сек. температурный градиент центр — поверхность снижается незначительно, изменение температуры в радиальном направлении подчиняется практически линейному закону.
Из приведенных данных можно сделать вывод:
1. Применение в качестве материала оправки высоколегированных сталей, например 20Х23Н18, уменьшает степень охлаждения внутренней поверхности витка пружины перед закалочным охлаждением.
2. Нахождение прутка, нагретого индукционно, в разделительном устройстве с температурой 500 ○С в течение 35 сек. не снижает температуру поверхности прутка ниже температуры нагрева применяемой при печной закалке.
3. Нахождение прутков диаметром 20 и 30 ммв разделительнм устройстве с температурой 500 ○С в течение 60 сек. приводит к значительному снижению (на 200 ○С) температуры наружной поверхности с градиентом между поверхностью и осью прутка 10–24 ○С, данный градиент формируется после 5 сек. нахождения прутка в разделительном устройстве.
Литература:
1. Шаврин О. И. Высокопрочные пружины для подвижного состава железнодорожных дорог. «Промышленный транспорт XXI век» № 3, 2012 с. 16–18.
2. Патент на изобретение RU 2377091 Способ изготовления крупногабаритных пружин из стали.
3. Скворцов А. Н. Твердотельное и имитационное моделирование прогрессивных технологических схем термомеханической обработки винтовым обжатием. Сб. ст. «Актуальные проблемы математики, механики, информатики». Ижевск:, 2010, -с. 144–150.
Похожие статьи
Влияние импульсного тока высокой плотности на эффективность пластической деформации титанового сплава ВТ6
Рассмотрены вопросы пластической деформации проката титанового сплава ВТ6. Установлены закономерности зависимости степени обжатия от режимов электропластической прокатки. Было проведено процентное измерение деформации, анализ макроструктуры и поверхн...
Энергетический подход в изучении процесса изнашивания рабочих органов землеройных машин
В статье приведены результаты исследования процесса интенсивности абразивного износа энергетическим подходом рабочих органов землеройных машин. Рассмотрено влияние на срок службы рабочих органов до предельного состояния внутренней энергии, упрочнение...
Исследование технических и теплофизических характеристик универсального сушильного стенда по обезвоживанию термолабильных материалов
Изучена работа универсального стенда по обезвоживанию термолабильных культуральных жидкостей, исследованы основные технические и теплофизические характеристики, проведена оценка энергетических затрат. Показана эффективность использования роторно-диск...
Воздействие усадочных явлений на защитно-отделочное покрытие стен из пенобетона
Показана кинетика усадочных деформаций в полимерцементных составах с учетом количественных величин полимерных добавок поливинилацетатной дисперсии или каучукового латекса. Представлена информация о влиянии изменяющихся температур и количества добавок...
Вопросы повышения хладостойкости крепежа из теплоустойчивой стали 25Х1МФ для трубопроводов газоперекачивающих агрегатов с рабочей температурой до 450 °C
В статье рассматривается влияние используемой технологии термической обработки, а также качества используемой стали на ударную вязкость KCVt=-30°C крепежа из 25Х1МФ. Проведены теоретические расчеты скоростей охлаждения при закалке, а также нагрева пр...
Исследование сложного теплообмена в хлебопекарных печах
С целью определения вклада различных элементов радиационной системы (дымовой канал, боковые стенки, теплообменная поверхность парогазовой среды) в теплообмен за счет конструктивных и определяющих режимных параметров проведено расчетное исследование в...
Влияние жесткости оборудования на стойкость фрез с мелкоразмерным периодическим профилем
Представлены методика измерений зазоров в кинематических цепях оборудования для фрезерования мелкоразмерных периодических профилей, результаты стойкостных испытаний фрез для обработки мелкоразмерных периодических профилей с различными схемами формиро...
Разработка методики определения параметров упрочнения цементацией зубчатых колес при ремонте
В данной работе рассмотрена методика, основанная на анализе расположения эпюр изменения по сечению детали механических свойств, остаточных и рабочих напря-жений. Предложенная методика может расчетным путем определить глубину упроч-ненного слоя, велич...
Методика расчета теплонапряженности узлов главной передачи и колесного редуктора на пространственной модели автомобиля с использованием CAD-геометрии деталей
Рассматривается моделирование многотельной модели грузового автомобиля, главной передачи и колесного редуктора, выделение поверхностей для расчета теплонапряженности на основе CAD-геометрии. Представлены результаты расчета пространственных тепловых п...
Ручная дуговая сварка металлов малых толщин
Рассмотрены вопросы, возникающие при эксплуатации сварочных инверторов на примере сварки малых толщин. Проведен анализ методов повышения качества сварного соединения плавящимся электродом. Предложен метод повышения качества сварных соединений металло...
Похожие статьи
Влияние импульсного тока высокой плотности на эффективность пластической деформации титанового сплава ВТ6
Рассмотрены вопросы пластической деформации проката титанового сплава ВТ6. Установлены закономерности зависимости степени обжатия от режимов электропластической прокатки. Было проведено процентное измерение деформации, анализ макроструктуры и поверхн...
Энергетический подход в изучении процесса изнашивания рабочих органов землеройных машин
В статье приведены результаты исследования процесса интенсивности абразивного износа энергетическим подходом рабочих органов землеройных машин. Рассмотрено влияние на срок службы рабочих органов до предельного состояния внутренней энергии, упрочнение...
Исследование технических и теплофизических характеристик универсального сушильного стенда по обезвоживанию термолабильных материалов
Изучена работа универсального стенда по обезвоживанию термолабильных культуральных жидкостей, исследованы основные технические и теплофизические характеристики, проведена оценка энергетических затрат. Показана эффективность использования роторно-диск...
Воздействие усадочных явлений на защитно-отделочное покрытие стен из пенобетона
Показана кинетика усадочных деформаций в полимерцементных составах с учетом количественных величин полимерных добавок поливинилацетатной дисперсии или каучукового латекса. Представлена информация о влиянии изменяющихся температур и количества добавок...
Вопросы повышения хладостойкости крепежа из теплоустойчивой стали 25Х1МФ для трубопроводов газоперекачивающих агрегатов с рабочей температурой до 450 °C
В статье рассматривается влияние используемой технологии термической обработки, а также качества используемой стали на ударную вязкость KCVt=-30°C крепежа из 25Х1МФ. Проведены теоретические расчеты скоростей охлаждения при закалке, а также нагрева пр...
Исследование сложного теплообмена в хлебопекарных печах
С целью определения вклада различных элементов радиационной системы (дымовой канал, боковые стенки, теплообменная поверхность парогазовой среды) в теплообмен за счет конструктивных и определяющих режимных параметров проведено расчетное исследование в...
Влияние жесткости оборудования на стойкость фрез с мелкоразмерным периодическим профилем
Представлены методика измерений зазоров в кинематических цепях оборудования для фрезерования мелкоразмерных периодических профилей, результаты стойкостных испытаний фрез для обработки мелкоразмерных периодических профилей с различными схемами формиро...
Разработка методики определения параметров упрочнения цементацией зубчатых колес при ремонте
В данной работе рассмотрена методика, основанная на анализе расположения эпюр изменения по сечению детали механических свойств, остаточных и рабочих напря-жений. Предложенная методика может расчетным путем определить глубину упроч-ненного слоя, велич...
Методика расчета теплонапряженности узлов главной передачи и колесного редуктора на пространственной модели автомобиля с использованием CAD-геометрии деталей
Рассматривается моделирование многотельной модели грузового автомобиля, главной передачи и колесного редуктора, выделение поверхностей для расчета теплонапряженности на основе CAD-геометрии. Представлены результаты расчета пространственных тепловых п...
Ручная дуговая сварка металлов малых толщин
Рассмотрены вопросы, возникающие при эксплуатации сварочных инверторов на примере сварки малых толщин. Проведен анализ методов повышения качества сварного соединения плавящимся электродом. Предложен метод повышения качества сварных соединений металло...




