




Настройка параметров Unified Bed Leveling и построение полигональной модели печатной области с последующей линейной интерполяцией для 3D-принтеров на базе Marlin
Автор: Пономаренко Денис Алексеевич
Рубрика: Автоматика и вычислительная техника
Опубликовано в Техника. Технологии. Инженерия №2 (12) апрель 2019 г.
Дата публикации: 06.04.2019
Статья просмотрена: 3053 раза
Библиографическое описание:
Пономаренко, Д. А. Настройка параметров Unified Bed Leveling и построение полигональной модели печатной области с последующей линейной интерполяцией для 3D-принтеров на базе Marlin / Д. А. Пономаренко. — Текст : непосредственный // Техника. Технологии. Инженерия. — 2019. — № 2 (12). — С. 7-11. — URL: https://moluch.ru/th/8/archive/120/4120/ (дата обращения: 12.04.2025).
Данная статья посвящена теме взаимодействия с надстройкой автоуровня UBL в 3D-принтерах. В настоящей работе отображается процесс адаптации прошивки Marlin к работе с датчиком уровня и построению калибровочной сетки. Демонстрируется обучение системы унифицированного выравнивания печатной поверхности на базе метода линейной интерполяции.
Ключевые слова: команда, сетка, рабочая поверхность, автоуровень, калибровка, EEPROM, UBL, Bed Leveling, Grid
Операторы современных печатных агрегатов используют разного рода датчики для калибровки и выравнивания уровня рабочей печатной поверхности: механические, оптические, микро-выключатели на сервоприводах, индукционные, емкостные, датчики холла типа BLTouch. До версии прошивки Marlin 1.1.2, специалисту предлагается 2 типа построения калибровочной сетки, билинейное сканирование поверхности или сканирование по трем позиционным точкам. Данные методики позволяют определить самые верхние точки и самые нижние точки по оси Z в углах рабочей поверхности, что дает возможность построить виртуальную поверхность, вдоль которой во время процесса печати поднимается и опускается печатная головка по оси Z.
Идеальных линейных поверхностей не бывает, любая рабочая поверхность на которой производится процесс печати имеет определенную кривизну. Начиная с версии Marlin 1.1.3 открывается доступ к надстройке UBL (Unified Bed Leveling).
Данный тип калибровки представляет из себя надстройку унифицированной системы выравнивания стола, в основу которой положены все предыдущие версии автовыравнивания. [3] Измеряя уровень рабочей поверхности в разных точка, программный комплекс реализует полигональную модель печатной области, где для каждой границы пересечения вычисляются разницы по оси Z, что в дальнейшем позволяет путем линейной интерполяции вычислять необходимый уровень печатной головки над печатным столом в конкретной точке. Система позволяет вносить и редактировать вручную точки, до которых не смог дотянуться датчик автоуровня, что ранее приводило к появлению пустых зон. Не маловажным фактором удобства данной надстройки является возможность редактировать точки, которые уже были измерены ранее. [2]
Для успешной работы UBL требуется:
– качественно настроенная и откалиброванная механика принтера
– датчик автоуровня стола
– версия прошивки Marlin не ниже 1.1.3
– дисплей с энкодером
Первым этапом необходимо разгрузить процессор основной платы, путем включения прерываний для обработки концевых выключателей, это позволяет получить более точную работу концевиков.
В конфиге прошивки требуется раскомментировать последнюю строку
// Enable this feature if all enabled endstop pins are interrupt-capable.
// This will remove the need to poll the interrupt pins, saving many CPU cycles.
//#define ENDSTOP_INTERRUPTS_FEATURE
Для правильной работы следует перенести концевик Ymax или Ymin на Xmax. В конфигурации портов ввода\вывода необходимо переназначить порт, соответствующий подключенному концевику.
//
// Limit Switches
//
#define X_MIN_PIN 3
#ifndef X_MAX_PIN
#define X_MAX_PIN 15
#endif
#define Y_MIN_PIN 14
#define Y_MAX_PIN 2
#define Z_MIN_PIN 18
#define Z_MAX_PIN 19
После переназначения концевиков загружается новая версия прошивки и на основной плате изменяется место подключения Y-концевика и разъема Xmax. Для проверки работоспособности выполняется команда AutoHome по всем осям.
В конфигурации прошивки необходимо раскомментировать строку
#define AUTO_BED_LEVELING_UBL.
//#define AUTO_BED_LEVELING_3POINT
//#define AUTO_BED_LEVELING_LINEAR
//#define AUTO_BED_LEVELING_BILINEAR
//#define AUTO_BED_LEVELING_UBL
//#define MESH_BED_LEVELING
При переходе на UBL тип автоуровня необходимо закомментировать иные методы в новой конфигурации.
#define UBL_MESH_INSET 20 // Mesh inset margin on print area
#define GRID_MAX_POINTS_X 5 // Don't use more than 15 points per axis, implementation limited.
#define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X
#define UBL_PROBE_PT_1_X 40 // Probing points for 3-Point leveling of the mesh
#define UBL_PROBE_PT_1_Y 250
#define UBL_PROBE_PT_2_X 40
#define UBL_PROBE_PT_2_Y 40
#define UBL_PROBE_PT_3_X 300
#define UBL_PROBE_PT_3_Y 0
#define UBL_MESH_INSET 20 — расстояние, которое необходимо отступить от края печатной поверхности при построении сетки.
#define GRID_MAX_POINTS_X 5 — показатель количества точек сетки. Для поэтапной корректировки рекомендуется начинать с трех точек, а после проверки работоспособности механики постепенно увеличивать данный показатель.
В строках #define UBL_PROBE_PT_x нужно указать координаты точек для трехпозиционного измерения уровня, главным фактором является вписывание в рамки рабочей печатной поверхности с учетом положения датчика автоуровня относительно оси хотенда.
После загрузки обновленной прошивки и запуска коммутационного программное обеспечение принтера необходимо отправить в консоль команды
M502 M500 M501.
Это позволяет прошивке инициировать EEPROM, так как данные о полигональной сетке рабочей поверхности хранятся именно в этой области.
Следующим шагом требуется проверить работу датчика уровня на предмет сравнительного анализа показаний, для этого используется команда M48 P4 V2 E L2. В консоли выводятся показатели датчика уровня. Отображение консоли изображено на рисунке 1.
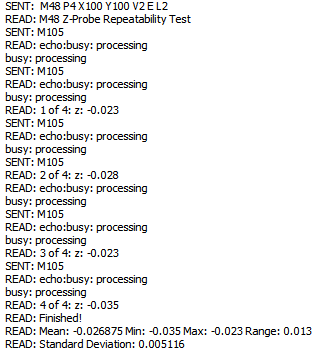
Рис. 1. Показатели датчика уровня
Чем меньше показания в строке Standard Deviation, тем меньше разброс показаний датчика автоуровня. [4] В данном тестовом случае показатель 13 микрон. Если при выполнении измерений автоуровневым датчиком показания будут разнится в десятые доли миллиметра или больше, такой тип датчика не пригоден для использования в процессе калибровки печатной зоны.
Следующим шагом в настройке UBL является обучение системы унифицированного выравнивания стола. Выполняется команда G29 P1 T и оператору машины необходимо наблюдать за движением печатной головки вдоль рабочей поверхности. Если хотенд цепляется или ударяется, в конфигурации прошивки выставляется другое расстояние от края стола #define UBL_MESH_INSET. [1]
При верном выполнении действий в консоль будут выводится замеры точек полигональной сетки печатной поверхности. На рисунке 2 изображена консоль с положением точек.
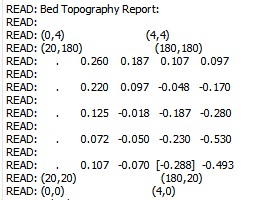
Рис. 2. Положение точек калибровочной сетки
Об окончании процедуры измерения положения точек принтер оповестит звуковым сигналом и остановится. Следует обратить внимание на крайний левый столбец на рисунке 2, это те точки, которые датчик не смог измерить. Интеллектуальная система автоуровня используя метод линейной интерполяции может самостоятельно рассчитать недостающие показатели измерений. Для решения вопроса касательного пустых измерений можно использовать ручную корректировку применяя команду G29 P2. Печатная головка отъезжает в первую точку с пустым измерением, которую самостоятельно замерить не смогла. После ручных регулировок необходимо сохранить настройки. Когда все точки будут заданы и скорректированы, проводится тестовая печать.
Следующим этапом выполняется команда G29 S, что позволяет сохранить показатели всех точек и внести их в
EEPROM. Корректное выполнение главной команды печати тестовой сетки, является неотъемлемым фактом работы UBL. Ниже приведен образец написание такого рода команды:
G28
G26 Bxx Hyy Fx Lx Sx
– B температура нагрева стола,
– H температура нагрева экструдера,
– F диаметр филамента,
– L высота слоя и Sдиаметр сопла.
Предположим, что в проекте печати используется филамент типа PLA, сопло диаметром 0.4 мм, диаметр прутка 1.75мм, следовательно, команда выглядит следующим образом G26 B60 H190 F1.75 L0.2 S0.4. Печатное устройство начинает нагреваться до заданных параметров и печатает тестовую сетку. Структура сетки изображена на рисунке 3.
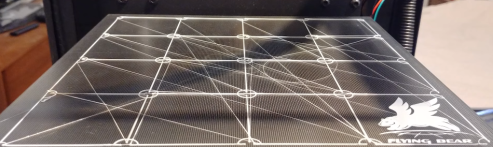
Рис. 3. Тестовая калибровочная сетка
После окончания печати сетки можно делать выводы о том, насколько верно была настроена система. Если во время процесса печати были координатные точки, утопленные в печатную поверхность или наоборот печатаемые над поверхностью выше калибровочной сетки, вышеописанный метод настройки параметра UBL позволит скорректировать первоэтапный слой.
Используя программное обеспечения, через которое принтер коммутируется с компьютером или из меню самого печатного аппарата необходимо отправить печатную головку в область точки, которую требуется отрегулировать. [5] Следующим этапом отправляется команда G29 P4 T, головка сама встанет на нужную точку и путем вращения энкодера, наблюдая за показателями на экране, можно будет регулировать высоту этой точки.
Команда G29 S позволяет сохранять координаты поверхности после каждой регулировки. После всех корректировок необходимо снова повторить тестовую печать через команду G26 Bxx Hyy Fzz Laa Sbb. Таким образом выполняется приводка рабочей области печатной поверхности к максимально скорректированному состоянию.
Полигональная модель поверхности сохраняется в EEPROM, что позволяет не повторять процедуру корректировок перед каждой новой печатью. Запустить печать тестовой сетки можно используя команду G28 G29 A, это может потребоваться при перевозке оборудования или после замены печатной пластины.
Проведя работу над взаимодействием с надстройкой UBL можно сделать ряд определённых выводов. Данная система собрала в себе все преимущества механик контроля автоуровня и позволила вывести разрешающий фактор построение калибровочной сетки на новый уровень. Автоматическое заполнений пустых зон методом интеллектуальной линейной интерполяции упрощает операторам взаимодействие с печатным устройством и сокращает время на его обслуживание и подготовку к печати. Все эти факторы благоприятно сказываются как на качестве печати, так и на времени, затрачиваемом на равномерную укладку первого слоя модели.
Литература:
1. Unified Bed Leveling // MarlinFW URL: http://marlinfw.org/docs/features/unified_bed_leveling.html (дата обращения: 31.03.2019).
2. Баева Людмила Сандуовна, Маринин Антон Анатольевич Современные технологии аддитивного изготовления объектов // Вестник МГТУ. 2014. № 1. URL: https://cyberleninka.ru/article/n/sovremennye-tehnologii-additivnogo-izgotovleniya-obektov (дата обращения: 31.04.2019).
3. Голубничая Яна Романовна, Проскуряков Николай Евгеньевич Перспективные технологии 3D-печати // Известия ТулГУ. Технические науки. 2017. № 9–1. URL: https://cyberleninka.ru/article/n/perspektivnye-tehnologii-3d-pechati (дата обращения: 31.04.2019).
4. Как получить идеальный первый слой // 3D Today URL: https://3dtoday.ru/blogs/otumanov/ubl-or-how-to-get-a-perfect-first-layer/?utm_source=2017–09–21_newsletter&utm_medium=email&utm_content=post0&utm_campaign=weekly_newsletter&utm_term (дата обращения: 31.03.2019)
5. Юрченко В. В., Кубриков М. В. Анализ кинематических схем движения экструдера 3D-принтера // Актуальные проблемы авиации и космонавтики. 2017. № 13. URL: https://cyberleninka.ru/article/n/analiz-kinematicheskih-shem-dvizheniya-ekstruda-3d-printera (дата обращения: 31.04.2019).
Ключевые слова
команда, калибровка, рабочая поверхность, сетка, автоуровень, EEPROM, UBL, Bed Leveling, GridПохожие статьи
Требования к разработке специализированных меток для функционирования маркерных приложений с AR-технологией на базе платформы Vuforia
Данная статья посвящена теме разработки и корректуры маркеров для AR-приложений. В настоящей работе отображается процесс взаимодействия с алгоритмом анализа маркеров Vuforia, демонстрируется перечень требований к разработке, а также реализация коррек...
Анализ одноплатных микрокомпьютеров в качестве основы системы расширенного контроля процесса работы 3D-принтеров на базе FDM-технологии
Данная статья посвящена анализу решений расширенного контроля и управления 3D-принтером на базе одноплатного микрокомпьютера. Проводится анализ различных устройств и их комбинаций для использования в сборе данных работы телеметрии и выполнения команд...
Проектирование и оптимизация несущей системы квадрокоптера
В статье рассматривается задача проектирования и оптимизации несущей системы квадрокоптера на базе рамы F450 (APM). Выполнен анализ прочности и жесткости базового проектного решения. Задача оптимизации по массе решена как задача нелинейного математич...
Программная модель формирования текстуры ткани
В статье описана программная модель формирования текстуры ткани с возможными дефектами для дальнейшего тестирования систем автоматического обнаружения дефектов ткани и их сертификации. Модель позволяет вводить ряд следующих параметров: максимальная ш...
Программный комплекс моделирования транспортных и пешеходных потоков на регулируемом перекрестке
В статье изложен способ повышения эффективности управления транспортными и пешеходными потоками на регулируемом перекрестке. Реализованы валидация, проектирование и верификация. Разработан программный комплекс моделирования регулируемого перекрестка...
Имитационное моделирование насосной установки в режиме остановки насоса
Предложена имитационная модель автоматизированной автономной насосной установки, выполненная в программной среде MatLab с помощью библиотек Simscape и Simulink. Полученная имитационная модель, включающая управляемые привода центробежного насоса и зап...
Повышение эффективности автоматической системы нивелирования асфальтоукладчика. Разработка имитационной модели процесса ровности в среде MATLAB&Simulink
В статье дан анализ работы асфальтоукладчика. Схема имитационной модели следящей системы выглаживающей плиты укладчика, реализованная в программе MATLAB&Simulink. Приведены результаты исследований.
Автоматизация развертывания компонент распределенного приложения современными средствами управления конфигурацией
В представленной работе решается задача автоматизации развертывания компонент распределенной системы при помощи средств Управления конфигурацией. В рамках работы рассмотрены существующие решения Управления конфигурацией, аргументирован выбор конкретн...
Анализ технологических возможностей и ограничений 3D-принтеров для проектирования моделей отливок
В статье авторы провели анализ технологических возможностей и ограничений 3D-принтеров и технологии FDM-печати. Сформулировали рекомендации, которые необходимо соблюдать при проектировании выжигаемых моделей крупногабаритных тонкостенных отливок. Выж...
Моделирование полета квадрокоптера в среде SolidWorks Motion
В статье рассматривается задача моделирования полёта квадрокоптера на базе рамы F450 (APM). Разработаны математические модели движения аппарата по вертикали (взлёт) и в вертикальной плоскости по траектории в виде ломаной. Математические модели реализ...
Похожие статьи
Требования к разработке специализированных меток для функционирования маркерных приложений с AR-технологией на базе платформы Vuforia
Данная статья посвящена теме разработки и корректуры маркеров для AR-приложений. В настоящей работе отображается процесс взаимодействия с алгоритмом анализа маркеров Vuforia, демонстрируется перечень требований к разработке, а также реализация коррек...
Анализ одноплатных микрокомпьютеров в качестве основы системы расширенного контроля процесса работы 3D-принтеров на базе FDM-технологии
Данная статья посвящена анализу решений расширенного контроля и управления 3D-принтером на базе одноплатного микрокомпьютера. Проводится анализ различных устройств и их комбинаций для использования в сборе данных работы телеметрии и выполнения команд...
Проектирование и оптимизация несущей системы квадрокоптера
В статье рассматривается задача проектирования и оптимизации несущей системы квадрокоптера на базе рамы F450 (APM). Выполнен анализ прочности и жесткости базового проектного решения. Задача оптимизации по массе решена как задача нелинейного математич...
Программная модель формирования текстуры ткани
В статье описана программная модель формирования текстуры ткани с возможными дефектами для дальнейшего тестирования систем автоматического обнаружения дефектов ткани и их сертификации. Модель позволяет вводить ряд следующих параметров: максимальная ш...
Программный комплекс моделирования транспортных и пешеходных потоков на регулируемом перекрестке
В статье изложен способ повышения эффективности управления транспортными и пешеходными потоками на регулируемом перекрестке. Реализованы валидация, проектирование и верификация. Разработан программный комплекс моделирования регулируемого перекрестка...
Имитационное моделирование насосной установки в режиме остановки насоса
Предложена имитационная модель автоматизированной автономной насосной установки, выполненная в программной среде MatLab с помощью библиотек Simscape и Simulink. Полученная имитационная модель, включающая управляемые привода центробежного насоса и зап...
Повышение эффективности автоматической системы нивелирования асфальтоукладчика. Разработка имитационной модели процесса ровности в среде MATLAB&Simulink
В статье дан анализ работы асфальтоукладчика. Схема имитационной модели следящей системы выглаживающей плиты укладчика, реализованная в программе MATLAB&Simulink. Приведены результаты исследований.
Автоматизация развертывания компонент распределенного приложения современными средствами управления конфигурацией
В представленной работе решается задача автоматизации развертывания компонент распределенной системы при помощи средств Управления конфигурацией. В рамках работы рассмотрены существующие решения Управления конфигурацией, аргументирован выбор конкретн...
Анализ технологических возможностей и ограничений 3D-принтеров для проектирования моделей отливок
В статье авторы провели анализ технологических возможностей и ограничений 3D-принтеров и технологии FDM-печати. Сформулировали рекомендации, которые необходимо соблюдать при проектировании выжигаемых моделей крупногабаритных тонкостенных отливок. Выж...
Моделирование полета квадрокоптера в среде SolidWorks Motion
В статье рассматривается задача моделирования полёта квадрокоптера на базе рамы F450 (APM). Разработаны математические модели движения аппарата по вертикали (взлёт) и в вертикальной плоскости по траектории в виде ломаной. Математические модели реализ...
