




Влияние режимов резания на показатели устойчивости режущей кромки

Авторы: Уринов Насулло Файзуллаевич, Саидова Мухаббат Хамраевна, Уринов Нодир Насуллаевич, Тохиров Музаффар Зокиржон угли
Рубрика: Машиностроение
Опубликовано в Техника. Технологии. Инженерия №2 (4) апрель 2017 г.
Дата публикации: 07.03.2017
Статья просмотрена: 57 раз
Библиографическое описание:
Уринов, Н. Ф. Влияние режимов резания на показатели устойчивости режущей кромки / Н. Ф. Уринов, М. Х. Саидова, Н. Н. Уринов, М. З. Тохиров. — Текст : непосредственный // Техника. Технологии. Инженерия. — 2017. — № 2 (4). — С. 68-71. — URL: https://moluch.ru/th/8/archive/57/2040/ (дата обращения: 26.04.2025).
Основной особенностью режимов резания пластинчатыми ножами является переменная скорость их движения U1, обусловленная возвратно — поступательным перемещением режущего инструмента, и постоянная скорость подачи полуфабриката U2 (рис.1). Такой технологический процесс резания можно представить состоящим из 2-х движений:
а) поступательного перемещения материала со скоростью подачи:
x = U2 ; (1)
б) возвратно — поступательного движения ножа:
y = r (1-cosa); (2)
где r — радиус кривошипа, a — текущий угол поворота кривошипа.
При этом полагаем, что отношение r к длине шатуна достаточно мало.
Сложение этих двух перемещений в неподвижной системе координат дает сложное результирующее движение по синусоиде с абсолютной скоростью:
 ; (3)
; (3)
где –у гловая скорость кривошипа, с-1;
Пренебрегая частью массы шатуна, силу инерции рабочего органа с пластинчатыми ножами можно определить по формуле:
Pu = — ma; (4)
где m — масса возвратно-поступательно движущихся частей резальной машины или устройства;
a — ускорение пластинчатого ножа.
Привод механизмов резания большинства конструкций машин с пластинчатыми ножами выполняется по схеме центрального кривошипно-шатунного механизма. В этом случае величина ускорения определяется по известной формуле:
a = 2r(cos + cos2); (5)
Подставляя (5) в (4) имеем:
Pu = -m2r(cos + cos2); (6)
Если обозначить (-m2r) через C, то формула (6) может быть представлена в виде:
Pu = C(cos + cos2) = Ccos+Ccos2 = PuI+PuII; (7)
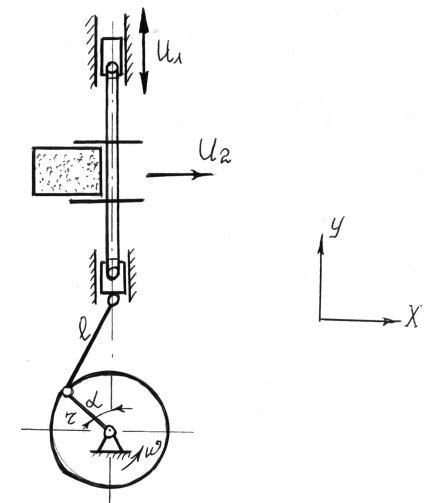
Рис. 1. Кинематическая схема резания пластинчатым ножом
Таким образом, сила инерции Pu режущего устройства с пластинчатыми ножами может быть представлена в виде суммы сил инерции первого и второго порядков, изменяющихся по гармоническому закону в зависимости от угла поворота a коленчатого вала и в первую очередь определяется скоростью вращения коленчатого вала, массой и величиной хода ножа. Силы инерции достигают максимума в крайних точках перемещения пластинчатых ножей причиной их интенсивных поперечных — изгибно-крутильных колебаний. В этот же момент достигает максимума и нормальная составляющая R2, т. к. = 0 и R2 = R.
Силы инерции непосредственно не влияют на пластинчатые ножи, т. е. не являются технологическими усилиями, а действуют на узлы их крепления и режущий орган машины в целом. При его недостаточной жесткости под действием сил инерции проявляются динамические деформации крепления, уменьшающие силы натяжения пластинчатых ножей и снижающие тем самым их жесткость. Наибольшие боковые отклонения режущей кромки возможны при наступлении условий резонанса, т. е. в том случае, когда частота собственных колебаний ножа wн совпадает с частотой вынужденных колебаний w или частотой возвратно — поступательного перемещения рабочего органа резальной машины: н = .
Отсюда видно, что способность ножа сопротивляться действию боковых сил, оцениваемая величиной жесткости j, под которой понимаем отношение сосредоточенной боковой силы R3, приложенной к режущей кромки ножа перпендикулярно полотну, к величине отклонения ножа в направлении действия силы, будет существенно отличаться в зависимости от применяемых режимов резания. Таким образом, следует выделять:
‒ начальную жесткость jн, равную жесткости ножа, натянутого в ножевой раме;
‒ рабочую жесткость jp, представляющую собой жесткость ножа в процессе резания.
Рабочая жесткость пластинчатого ножа меньше начальной ввиду действия усилий, зависящих от режимов резания. На основе экспериментальных данных [1,2,3,5] можно предположить, что эта зависимость имеет вид параболы:
jp = jн — AR2; (8)
Когда R=0, jp = jн. Если R= Pкр, то нож теряет устойчивость упругого равновесия и его жесткость равна нулю, т. е. в этом случае jp = 0. Тогда:
 ; (9)
; (9)
Подставив значения A в уравнение (8) и введя понятие коэффициента запаса устойчивости n = Pкр/R, после преобразований получим:
 ; (10)
; (10)
Низшая частота собственных колебаний пластинчатого ножа равна [4]:
![]() ; (11)
; (11)
Уменьшение жесткости ножа вызывает снижение н. Как отмечалось выше, при jp = 0, н= 0. Это дает основания принять допущение о линейном характере зависимости между jp и н, т. е.
 ; (12)
; (12)
Так как = h/60, то после подстановки (11) в (12) после несложных преобразований получим критическую частоту вращения кривошипа привода механизма резания, вызывающую резонансные колебания тонких пластинчатых ножей:
![]() ; (13)
; (13)
Проведенные расчеты показывают, что в серийных конструкциях резальных машин с пластинчатыми ножами возможны такие режимы работы, когда при соблюдении условия устойчивости по критерию Ркр, образуются клинообразные заготовки по условиям резонанса ножей. Например, изменение структурно — механических свойств сухарных плит за счет разной продолжительности выдержки при определенных характеристиках ножей может приводить к явлению их резонанса, если перерабатывается полуфабрикат в свежем состоянии, и к потере устойчивости — при переработке черствых плит.
Литература:
- Даурский А. Н., Мачихин Ю. A. Резание пищевых материалов. –М. Пищевая промышленность. 1991 г.
- Показатели безотказной работы пластинчатых ножей в машинах рамного типа. Хромеенков В. М., Сафаров О. Ф., Саидова М. Х., Уринов Н. Ф. Хранения и переработка сельхозсырья. № 7. Вып.7. — с. 58–59.
- Терентьев О. М. и др. Жесткость и устойчивость пластинчатых ножей. –М.: Информ.сб. «Хлебпродинформ». Вып. 5–6,1996. –с 14–16.
- Тимошенко С. П. Устойчивость упругих систем. –М.: Гостехиздат,1955. –567 с.
- Хромеенков В. М., Галин Н. М., Рензяев O. П., Уринов Н. Ф. Рациональная подготовка ножей скользящего резания, — М.: ЦНИИТЭИ хлебопродуктов. 1990. Вып. 12. Сер. Хлебопекарная и макаронная промышленность, с. 5–6.
