




Решение задач анализа и синтеза на имитационных моделях: обоснование межоперационных запасов в станочных системах аналитическими методами

Авторы: Чамеев Василий Владимирович, Иванов Виктор Вячеславович, Карылин Богдан Евгеньевич, Кулаков Павел Сергеевич, Гаев Константин Юрьевич
Рубрика: Общие вопросы технических наук
Опубликовано в Техника. Технологии. Инженерия №2 (4) апрель 2017 г.
Дата публикации: 23.03.2017
Статья просмотрена: 221 раз
Библиографическое описание:
Решение задач анализа и синтеза на имитационных моделях: обоснование межоперационных запасов в станочных системах аналитическими методами / В. В. Чамеев, В. В. Иванов, Б. Е. Карылин [и др.]. — Текст : непосредственный // Техника. Технологии. Инженерия. — 2017. — № 2 (4). — С. 13-19. — URL: https://moluch.ru/th/8/archive/57/2154/ (дата обращения: 24.04.2025).
Исследована работа одноканальной системы массового обслуживания в лесообрабатывающем цехе с механизмом обслуживания — головным круглопильным станком с кареткой (ГСИД) на раскрое круглых лесоматериалов. Обоснована ёмкость питателя перед станком. Последовательное исследование станков в станочной системе позволит синхронизировать их работу и повысить пропускную способность всего технологического потока.
Ключевые слова: теория массового обслуживания, межоперационный запасы, лесопиление
На лесообрабатывающие станки, станочные системы в процессе функционирования действует множество факторов, в основном, случайной природы [1]. Данное обстоятельство позволяет отнести лесообрабатывающие станки, станочные линии к сложным системам [2, 3]. Анализ современного состояния математики и работ по теории сложных систем позволяет для практического изучения лесотехнических объектов принять динамический уровень. Из математических схем динамических систем наибольший интерес для исследования лесотехнических объектов представляет непрерывно-стохастический (Q-схемы) подход [2, 3].
Особенности непрерывно-стохастического подхода часто рассматриваются на примере использования типовых математических схем систем массового обслуживания (СМО). СМО представляет собой класс математических схем, разработанных в теории массового обслуживания (ТМО) и в различных приложениях для формализации процессов функционирования систем, которые по своей сути являются процессами обслуживания. Характерным для СМО является случайное появление требований (заявок) на обслуживание и завершение обслуживания в случайные моменты времени, т. е. носит стохастический характер их функционирования.
Для оценки характера СМО используют аналитические модели ТМО. В более сложных случаях применяют имитационные модели [4, 5]. ТМО позволяет раскрывать природу очередей, что обеспечивает возможность лучшего управления процессом. Некоторые примеры очередей: 1. очередь покупателей лесопродукции у отдела сбыта лесопромышленного предприятия; 2. очередь автомобилей и вагонов РЖД, ожидающих погрузки лесопродукции на лесопромышленном складе; 3. вышедшие из строя машины, станки и механизмы, поставленные в очередь для ремонта; 4. ожидание лесообрабатывающим цехом сырья и т. д.
Рассмотрим на примере исследование функционирования одноканальной СМО с механизмом обслуживания — продольно-распиловочным станком с кареткой для индивидуального деления круглых лесоматериалов, установленного в голове потока лесообрабатывающего цеха [6, 7]. Для указанной СМО источником требований (бревен) будет являться работа бревносбрасывателя, подающего сырье с продольного транспортера на питатель головного станка индивидуального деления круглых лесоматериалов (ГСИД). Очередь перед ГСИД создается на поперечном транспортере-накопителе реверсивного действия. СМО можно описать задавая следующие ее компонеты:
- входной поток, т. е. поток поступающих требований (бревен) на обслуживание (распиловку);
- дисциплина очереди;
- механизм обслуживания (ГСИД).
Входной поток.
Выбор того или иного теоретического вероятностного распределения, описывающего входной поток, зависит от физической сущности процесса и требуемой точности результата. С достаточной для практики точностью входной поток поступления бревен с подающего транспортера на питатель станка можно принять обладающим свойствами:
- стационарность;
- Отсутствие последствий;
- Ординарность. Потоки, обладающими такими свойствами, называются простейшими или пуассоновскими. В нашем случае проверка близости эмпирических распределений с показательным подтверждается критерием χ2 Пирсона [6, 8]. Преимуществом принятия на сброске брёвен на питатель станка пуассоновского потока следует считать возможность применения для расчётов простых аналитических методов. Модели, в которых входной поток не является пуассоновским, в ТМО разработаны слабо и слишком громоздки аналитически. Применение при этом методов статистического моделирования при решении частных, узких задач вряд ли окажется всегда целесообразным.
Для простейшего потока функция распределения моментов времени между смежными поступлениями сырья на питатель ГСИД выглядит следующим образом:
![]() (1)
(1)
Интенсивность потока λ определяется как
Дисциплина очереди.
Совершенно ясно и очевидно, что на изучаемой технологической операции дисциплина очереди — «первым пришёл — первым обслужился». Никаких приоритетов и ограничений на обслуживание здесь не наблюдается. Причём, очередь без потерь.
Механизм обслуживания.
Кроме характеристик входного потока требований, режим работы системы МО зависит ещё и от характеристик производительности механизма обслуживания. Одной из важнейших величин, связанных с СМО, является время обслуживания требований.
Обработка эмпирических распределений длительности распиловки лесоматериалов на станках показала удовлетворительную сходимость их с рядом теоретических вероятностных распределений: нормальным; логнормальным; Эрланга и экспоненциальным [8]. Наиболее распространенным теоретическим вероятностным распределением в ТМО является распределение Эрланга. Оно обладает следующими свойством. При параметре r = 1 распределение Эрланга переходит в экспоненциальное, при r ≥ 5 приближается к нормальному. При дальнейшем увеличении r поток Эрланга приближается к регулярному [10]. Результаты статистической обработки наблюдений показывают, что на время цикла распиловки лесоматериалов действуют множество случайных факторов. Среди них можно выявить доминирующие, у которых можно оценить степень их влияния на продолжительность распиловки, вид теоретического распределения и его параметры [9].
Интенсивность механизма обслуживания μ определяется как обратная величина средней продолжительности обслуживания (обработки) требований (бревен) ![]() .
.
Выбор математической модели ТМО.
По образному выражению Е. С. Вентцель [10] математических моделей в ТМО столько, сколько грибов в лесу. Задача состоит в том, чтобы из множества существующих моделей выбрать наиболее простую, но в тоже время удовлетворяющую заданной точности расчетов. Проведенный аналитический обзор [10] позволяет обратить внимание на модели М/М/1, М/Е/1 и М/G/1 (обозначения по Кендаллу), в которых входной поток пуассоновский (М), механизм обслуживания описывается либо экспоненциальным распределение (М), либо распределением Эрланга (Е). В случае, если механизм обслуживания описывается как то иначе, то G, т. е. относительно вида распределение длительности обслуживания не делается никаких специальных предположений.
По проведенным ранее исследованиям [9] вид вероятностного теоретического распределения длительности интервалов времени раскроя круглых лесоматериалов на ГСИД зависит от толщины распиливаемого сырья и, следовательно, от длительности его раскроя. Таким образом, модели М/М/1, М/Е/1 и М/G/1 полностью пригодны для решения поставленных задач.
Из перечня операционных характеристик одноканальной СМО, для обоснования межоперационных запасов лесоматериалов в станочной системе, наиболее важной является число требований в очереди ![]() .
.
Для модели М/М/1
![]() (2)
(2)
Для модели М/Е/1
 (3)
(3)
Для модели М/G/1
 (4)
(4)
В вышеприведённых формулах (2–4) ![]() — коэффициент загрузки механизма обслуживания; λ — интенсивность входящего потока; μ- интенсивность (скорость) обслуживания; r — порядок распределения Эрланга;
— коэффициент загрузки механизма обслуживания; λ — интенсивность входящего потока; μ- интенсивность (скорость) обслуживания; r — порядок распределения Эрланга; ![]() ;
; ![]() – дисперсия случайной величины (длительность обслуживания требования).
– дисперсия случайной величины (длительность обслуживания требования).
Порядок распределения Эрланга r определяется при проверке эмпирического распределения с теоретическим по критерию согласия χ2 Пирсона или из выражения [11]
![]() (5)
(5)
где V — коэффициент вариации.
При V= 0,33 (характерно для механизмов обслуживания лесной отрасли) r = 8. Для других значений V (в долях от 1)
r = (1/V2) — 1(6)
Эрланговское распределение продолжительности циклов лесообрабатывающих станков часто можно заменить нормальным распределением с соответствующими параметрами, так как при ![]() вероятности этих распределений сходятся между собой.
вероятности этих распределений сходятся между собой.
Таким образом, задавая различные значения коэффициента загрузки прибора ρ и подставляя в перечисленные формулы (2–6) полученные путём статистической обработки хронометражного материала, можно найти оптимальный режим функционирования СМО.
Основным мероприятием, необходимым для поддержания требуемой производительности станков в лесообрабатывающих цехах, является создание питателей оптимальной ёмкости между смежными станками в станочной системе с целью сглаживать все неравномерности в технологическом процессе. Формулы (2–6) позволяют нам определить необходимое число требований на питателе станка при заданном коэффициенте загрузки.
Математическая модель операции раскроя круглых лесоматериалов строится на базе статистических данных. Значения случайной величины — длительность распиловки лесоматериалов на станках, которые можно получить:
- в результате натурных наблюдений в производственных условиях лесообрабатывающего цеха;
- на имитационных моделях с использованием датчика случайных чисел [12];
- по литературным данным.
В данной работе значения случайной величины получены первым способом. Результаты статистической обработки, проведенной по методике [12] приведены на рис. 1. Из двух теоретических распределений, описавших эмпирическую гистограмму, выбрано распределение Эрланга (логарифмически нормальное распределение в аналитических моделях ТМО менее популярно, чем распределение Эрланга). Таким образом, исследование работы лесообрабатывающего станка ГСИД можно проводить по модели ТМО М/Е/1. Для случая, когда эмпирическое распределение по критерию χ2 Пирсона не согласуется с распределением Эрланга или его частным случаем экспоненциальным распределением, то можно для исследования применить модель М/G/1, параметры этой модели показаны на рис. 1.
Расчет емкости питателя.
По данным наблюдений за работой головного станка в лесообрабатывающем цехе, представленными в статистической обработке на рис. 1, был произведен расчёт ёмкости питателя. Результаты расчётов при различных коэффициентах загрузки станка представлены в табл. Графическое изображение на рис. 2. Длина питателя перед ГСИД определялась по формуле:
![]() (7)
(7)
где ![]() см — средний диаметр бревен.
см — средний диаметр бревен.
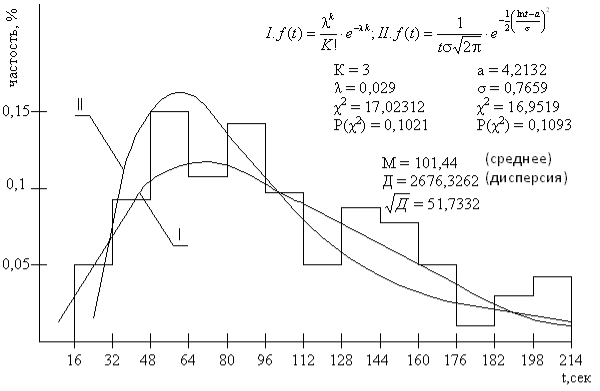
Рис. 1. Экспериментальная гистограмма и теоретические кривые для длительности интервалов времени распиловки бревен на станке ГСИД. (Полевской лесообрабатывающий цех, Свердловская обл.)
Таблица 1
Анализ качества функционирования СМО сГСИД при различных режимах её организации
|
№ п/п |
ρ |
|
Модель |
|||
|
М/Е/I |
M/G/I |
|||||
|
|
|
|
|
|||
|
1 2 3 4 5 6 7 8 |
0,1 0,3 0,5 0,7 0,8 0,9 0,95 0,99 |
0,001 0,003 0,005 0,007 0,008 0,009 0,0095 0,0099 |
0,007 0,08 0,33 1,08 2,14 5,4 12,0 65,4 |
0,174 1,98 8,17 26,8 53,1 134,0 298,0 1620,0 |
0,007 0,08 0,32 1,03 2,03 5,15 11,43 62,0 |
0,174 1,98 7,95 25,5 50,2 128,0 282,0 1540,0 |
Значения таблицы λр, N0, l подсчитаны при следующих исходных данных: интенсивность обслуживания ![]() шт/сек; параметр распределения Эрланга к=3, дисперсия среднего значения времени обслуживания требований Д=2676,3 сек2, средний диаметр бревна dср=24,8 см.
шт/сек; параметр распределения Эрланга к=3, дисперсия среднего значения времени обслуживания требований Д=2676,3 сек2, средний диаметр бревна dср=24,8 см.
Анализ рис. 2 позволяет судить о функционировании СМО. При возрастании размера питателя от 0 до 26,8 см коэффициент загрузки прибора резко возрастает и достигает 0,7. При увеличении размера питателя от 26,8 см до 298 см наблюдается умеренная зона возрастания ρ. При l >298 см ρ практически не увеличивается. Для определения рационального коэффициента загрузки прибора при критериях оптимальности ρ→mах и l→min, очевидно брать ρ >0,95 не имеет смысла. Следовательно, оптимальным размером буферной горки головного станка надо считать 298 см, что позволяет использовать станок по времени на 95 %.
При исследовании реальных СМО, в которых относительно вида распределения длительностей обслуживания не делается никаких специальных предположений, является то, что не требуется знание закона распределения длительностей обслуживания и его параметров. Это особенно важно, когда механизм обслуживания известными законами распределений описывается неудовлетворительно (в случае Р(χ2) < 0,1), или когда требуются лишь предварительные расчёты параметров функционирования СМО. В некоторых случаях, при анализе производственных процессов с целью выявления узких мест с достаточной для практических исследований точностью при дефиците времени целесообразно применение модели М/G/1. Анализ таблицы 1 показывает, что параметры функционирования СМО при применении модели М/G/1 отличаются от параметров системы при применении для расчётов модели М/Е/1 в незначительной степени. Это показывает на приемлемость модели М/G/1 для исследования технологических процессов в лесообрабатывающих цехах.
Синхронизация станков в станочной системе.
Для синхронизации станков во всей станочной системе необходимо «разбить» ее на подсистемы или элементы, описываемые математическим аппаратом ТМО, т. е. необходимо выделить в сложной системе СМО, включающей в себя входной поток, обслуживающие механизмы и выходной поток. При чем, выходной поток или часть его одной системы должен являться входным потоком последующей СМО.
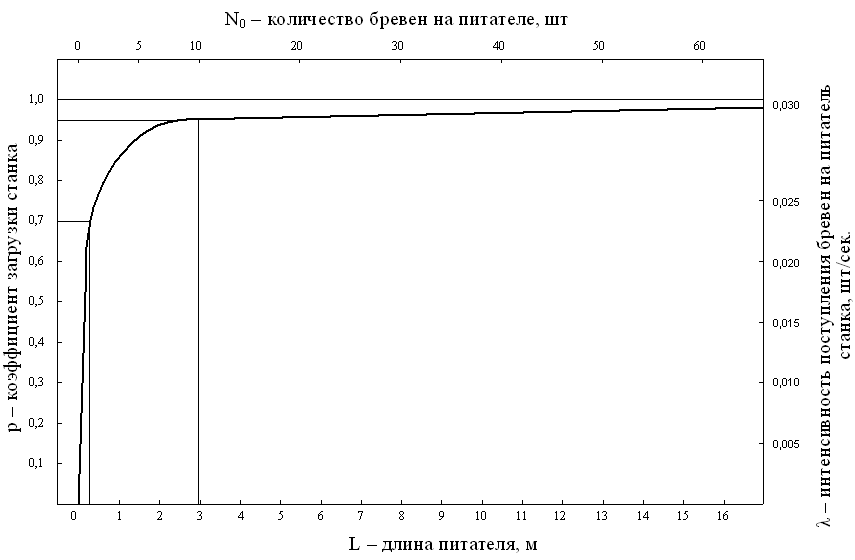
Рис. 2. Зависимость L и N0 от коэффициента загрузки станка
Анализируя последовательность СМО и согласуя выходные и входные потоки смежных СМО можно постепенно, шаг за шагом достичь оптимальности всей сложно-динамической системы.
Выводы:
- При некоторых ограничениях входной поток брёвен к головным станкам можно считать простейшим.
- Операцию раскроя лесоматериалов на головных станках лесообрабатывающих технологических потоков можно с достаточной для практических целей точностью описать при помощи моделей ТМО типа М/Е/1 и М/G/1.
- Для исследования узких, частных задач рационально применять одноканальные системы массового обслуживания, которые описываются аналитически. Математический аппарат сравнительно прост и под силу любому инженеру и позволяет обнаружить много скрытых недостатков в технологическом процессе. Аналитические методы ТМО — это сравнительно простой и надёжный инструмент для повышения производительности труда.
Литература:
- Обвинцев В. В. Проведение статистических исследований в лесоперерабатывающих цехах леспромхозов / Н. В. Лившиц, В. В. Обвинцев, В. В. Чамеев // Науч. тр./ СНИИЛП. – Лесоэксплуатация. — Свердловск, Средне-Уральское изд-во. 1977. С. 128–133.
- Советов Б. Я. Моделирование систем: Учебник для вузов / Б. Я. Советов, С. А. Яковлев. – 3-е изд., испр. и дополн.- М.: Высшая школа, 2003. 343 с.
- Чамеев В. В. Сложные системы в лесопромышленном производстве / В. В. Чамеев, Ю. В. Ефимов, В. В. Иванов. Екатеринбург: УГЛТУ. 2015.183 с. Деп. в ВИНИТИ 14.12.2015, № 211-В2015.
- Саати Т. Л. Элементы теории массового обслуживания и ее приложения / Т. Л. Сати. пер. с анг.; Под ред. И. Н. Коваленко. — М.: Советское радио, 1971. – 520 с.
- Чамеев В. В. Аналитические методы исследования технологических процессов лесопромышленного производства / В. В. Чамеев, Г. Л. Васильев, Ю. В. Ефимов, С. Б. Якимович, В. В. Иванов. Екатеринбург: УГЛТУ, 2015.133 с. Деп. в ВИНИТИ 24.07.15, № 117-В2015.
- Обвинцев В. В. Некоторые модели транспортно-переместительных операций в лесоперерабатывающих цехах леспромхозов / Н. В. Лившиц, В. В. Обвинцев, В. В. Чамеев // Межвуз. сб. науч. тр. / Ленингр. лесотехн. акад. – 1976. — Вып. 5. – Лесосечные, лесоскладские работы и транспорт леса. – С. 126–129.
- Меньшиков Б. Е. Деревообрабатывающие цехи лесозаготовительных предприятий: учеб. пособие / Б. Е. Меньшиков, Н. А. Кошелева, В. В. Обвинцев, В. В. Чамеев. Екатеринбург: Урал. гос. лесотехн. ун-т, 2008. 94 с.
- Обвинцев В. В. Применение методов теории массового обслуживания при проектировании раскроечных цехов / Н. В. Лившиц, В. В. Обвинцев, В. В. Чамеев // Тара деревянная: Научн.-техн. реф. сб. ВНИПИЭИлеспром. — 1974. – № 2. – С. 10–11.
- Чамеев В. В. Математическое описание операций раскроя сырья и полуфабрикатов в лесоперерабатывающих цехах леспромхозов / Н. В. Лившиц, В. В. Обвинцев, В. В. Чамеев // Межвуз. сб. науч. тр. / Ленингр. лесотех. акад. – 1977. – Вып. 6. – Лесосечные, лесоскладские работы и сухопутный транспорт леса. – С. 106–110.
- Вентцель Е. С. Исследование операций. Задачи, принципы, методология / Е. С. Вентцель. Изд. 2-е, стер. — М.: Наука, 1988. – 208 с. — (Пробл. науки и техн. прогресса).
- Редькин А. К. Основы моделирования и оптимизации процессов лесозаготовок: Учебник для вузов / А. К. Редькин – М.: Лесн. пром-сть, 1988. 256 с.
- Чамеев В. В. Решение задач анализа и синтеза на имитационных моделях: разработка математической модели случайной величины / В. В. Чамеев, В. В. Иванов, А. Е. Ефимов, М. Р. Гудиев, Д. А. Завьялов, К. Ю. Гаев // Молодой ученый. – 2016. – № 13(117). – Часть III. – С. 239–252.
Похожие статьи
Особенности выполнения основной обработки почвы на вырубках
Рассмотрены перспективы использования дисковых орудий для основной обработки почвы на вырубках. Отмечено, что среди прочих преимуществ, лесные дисковые плуги имеют недостаток в виде некачественного оборота почвенного пласта с его разделением на отдел...
Резервы высокопроизводительного использования машинно-тракторных агрегатов в условиях Туркменистана
Приводится схема устройства и описывается принцип его работы. Данные исследования позволили выявить физику процесса резания грунта рабочими органами. Экспериментальные исследованиями установлено, что данное технология отличается от известных аналогов...
Метод формирования температурного поля охлаждаемой поверхности за счет переменной высоты ребер
Методы и техника моделирования достигли значительных успехов, однако задачи отработки на земле полетных режимов космических аппаратов усложнились, так как усложнились их конструкция и условия полета. Создание моделирующих установок для комплексной от...
Конечно-элементный анализ теплового состояния упругих элементов в процессе МДТМО
Рассматриваются результаты решение в программном комплексе ANSYS тепло-вой задачи при навивке пружины в ходе малодеформационной термомеханической обработки. Исследовано влияние материала оправки, различных охлаждающих сред и разделительного устройств...
Влияние жесткости оборудования на стойкость фрез с мелкоразмерным периодическим профилем
Представлены методика измерений зазоров в кинематических цепях оборудования для фрезерования мелкоразмерных периодических профилей, результаты стойкостных испытаний фрез для обработки мелкоразмерных периодических профилей с различными схемами формиро...
Исследование влияния параметров приемного барабана чесальной машины на качество полуфабрикатов прядения
Исследовательская работа была проведена в условиях учебной лаборатории «ТИТЛП» при выработке пряжи линейной плотности 29 текс на кольцепрядильной машине Zinser 350. Для выработки пряжи использовалось хлопковое волокно 5 типа II сорта класса «Яхши». Б...
Техническое диагностирование устьевой арматуры с применением метода магнитной памяти металла
В статье рассмотрены основные проблемы оценки технического состояния оборудования, в частности устьевых арматур. Предложен метод магнитной памяти металла, как альтернатива традиционным методам неразрушающего контроля. Определен состав работ при прове...
Ручная дуговая сварка металлов малых толщин
Рассмотрены вопросы, возникающие при эксплуатации сварочных инверторов на примере сварки малых толщин. Проведен анализ методов повышения качества сварного соединения плавящимся электродом. Предложен метод повышения качества сварных соединений металло...
Исследование сложного теплообмена в хлебопекарных печах
С целью определения вклада различных элементов радиационной системы (дымовой канал, боковые стенки, теплообменная поверхность парогазовой среды) в теплообмен за счет конструктивных и определяющих режимных параметров проведено расчетное исследование в...
Исследование технических и теплофизических характеристик универсального сушильного стенда по обезвоживанию термолабильных материалов
Изучена работа универсального стенда по обезвоживанию термолабильных культуральных жидкостей, исследованы основные технические и теплофизические характеристики, проведена оценка энергетических затрат. Показана эффективность использования роторно-диск...
Похожие статьи
Особенности выполнения основной обработки почвы на вырубках
Рассмотрены перспективы использования дисковых орудий для основной обработки почвы на вырубках. Отмечено, что среди прочих преимуществ, лесные дисковые плуги имеют недостаток в виде некачественного оборота почвенного пласта с его разделением на отдел...
Резервы высокопроизводительного использования машинно-тракторных агрегатов в условиях Туркменистана
Приводится схема устройства и описывается принцип его работы. Данные исследования позволили выявить физику процесса резания грунта рабочими органами. Экспериментальные исследованиями установлено, что данное технология отличается от известных аналогов...
Метод формирования температурного поля охлаждаемой поверхности за счет переменной высоты ребер
Методы и техника моделирования достигли значительных успехов, однако задачи отработки на земле полетных режимов космических аппаратов усложнились, так как усложнились их конструкция и условия полета. Создание моделирующих установок для комплексной от...
Конечно-элементный анализ теплового состояния упругих элементов в процессе МДТМО
Рассматриваются результаты решение в программном комплексе ANSYS тепло-вой задачи при навивке пружины в ходе малодеформационной термомеханической обработки. Исследовано влияние материала оправки, различных охлаждающих сред и разделительного устройств...
Влияние жесткости оборудования на стойкость фрез с мелкоразмерным периодическим профилем
Представлены методика измерений зазоров в кинематических цепях оборудования для фрезерования мелкоразмерных периодических профилей, результаты стойкостных испытаний фрез для обработки мелкоразмерных периодических профилей с различными схемами формиро...
Исследование влияния параметров приемного барабана чесальной машины на качество полуфабрикатов прядения
Исследовательская работа была проведена в условиях учебной лаборатории «ТИТЛП» при выработке пряжи линейной плотности 29 текс на кольцепрядильной машине Zinser 350. Для выработки пряжи использовалось хлопковое волокно 5 типа II сорта класса «Яхши». Б...
Техническое диагностирование устьевой арматуры с применением метода магнитной памяти металла
В статье рассмотрены основные проблемы оценки технического состояния оборудования, в частности устьевых арматур. Предложен метод магнитной памяти металла, как альтернатива традиционным методам неразрушающего контроля. Определен состав работ при прове...
Ручная дуговая сварка металлов малых толщин
Рассмотрены вопросы, возникающие при эксплуатации сварочных инверторов на примере сварки малых толщин. Проведен анализ методов повышения качества сварного соединения плавящимся электродом. Предложен метод повышения качества сварных соединений металло...
Исследование сложного теплообмена в хлебопекарных печах
С целью определения вклада различных элементов радиационной системы (дымовой канал, боковые стенки, теплообменная поверхность парогазовой среды) в теплообмен за счет конструктивных и определяющих режимных параметров проведено расчетное исследование в...
Исследование технических и теплофизических характеристик универсального сушильного стенда по обезвоживанию термолабильных материалов
Изучена работа универсального стенда по обезвоживанию термолабильных культуральных жидкостей, исследованы основные технические и теплофизические характеристики, проведена оценка энергетических затрат. Показана эффективность использования роторно-диск...
